
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
质子交换膜燃料电池金属双极板流道结构及制造工艺
[王瑞川1 , 张杰1, †  , 王继
, 王继2 ]
, 王继|
|


作者简介:王瑞川(1998-),男,硕士研究生,主要从事氢能装备研究。张 杰(1987-),男,博士,教授,主要从事清洁能源安全高效利用技术及装备研究。
金属双极板因具有强度高、导电性和传热能力好、能量损失小、密封性好等优势,且加工方便、加工成本低、可制造超薄厚度及高体积比功率等特性,逐渐成为双极板材料的首选,而流道结构设计和制造工艺是影响金属双极板成形质量和工作性能的关键。对比了金属双极板常用传统流道结构与新型流道结构,分析了结构变化对燃料电池性能的影响;梳理了金属双极板的冲压成形、液压成形、软膜成形、辊轧成形、电磁成形、特种成形等塑性成形工艺技术及成形装备;最后对金属双极板的流道结构设计与制造工艺进行了展望。
Metal bipolar plates have advantages such as high strength, good conductivity and heat transfer, low energy loss and good sealing performance. Additionally, metal bipolar plates are easy to process with low processing costs, which can be manufactured with ultra-thin thickness with high volume-specific power characteristic. Metal materials have gradually become the first choice for bipolar plate materials. The design and manufacturing process of the flow channel structure are the key factors affecting the forming quality and working performance of metal bipolar plates. The traditional and new channel structures used in metal bipolar plates were compared, and the impact of structural changes on fuel cell performance was analyzed. Plastic forming technologies and equipment were summarized, such as stamping, hydroforming, rubber pad forming, roll forming, electromagnetic forming and special forming. Finally, the flow channel structure design and manufacturing process of metal bipolar plate are prospected.
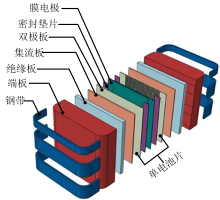
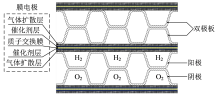
氢气具有能量密度高、反应生成物只有水等优点, 被认为是最具潜力的清洁能源[1]。燃料电池是一种发电装置, 能够有效突破卡诺循环约束达到更高能量利用效率, 其中质子交换膜燃料电池(proton exchange membrane fuel cells, PEMFC)的迅速发展, 极大促进了氢能在交通运输业中的应用。质子交换膜燃料电池电堆及单电池片结构如图1所示。电堆由端板、绝缘板、集流板、单电池片、螺栓或钢带等组成[2]。电堆主体部分由多个单电池片串联叠加组成, 单电池片主要包含双极板、气体扩散层、膜电极与密封圈等组件, 其结构原理如图2所示[3]。
 | 图1 燃料电池电堆结构示意图Fig. 1 Structure of the fuel cell stack |
 | 图2 单电池片结构原理图(修改自文献[3])Fig. 2 Structure schematic diagram of a single fuel cell (modified from literature [3]) |
电堆工作时, 其两侧分别充入氢气和氧气, 反应气体进入双极板流道中开始循环。氢气通过气体扩散层, 在催化层作用下通过质子交换膜, 同时丢失电子, 电子通过外电路完成转移, 从而实现发电。由于化学反应过程中产生大量热, 需要对电池系统进行冷却[4]。
双极板作为燃料电池的骨架, 起支撑结构、通入气体、传导电流等作用, 因此双极板应具有良好的强度、耐腐蚀性与导电性。根据美国能源部统计, 双极板成本占燃料电池电堆总成本的20% ~ 30%, 占据燃料电池总体积与质量的60% ~ 80%[5]。基于双极板工作环境和结构功能需要, 其必须满足[6]:①良好的密封性能, 隔绝燃料与冷却液, 避免空气和氢气直接接触; ②良好的机械加工性能, 可进行大批量生产; ③良好的导热性, 对反应产生的余热进行调节; ④良好的导电性与接触阻抗, 保证电堆电压稳定; ⑤良好的耐腐蚀性, 酸性条件下不易被腐蚀和损坏。根据板材种类, 双极板可分为石墨基双极板、金属双极板、复合材料双极板三种。石墨与复合材料双极板具有强度低、脆性高、加工成本高等缺点[7], 而金属双极板具有强度高、导电性和传热能力好、能量损失小、密封性好等优势, 更具有加工方便、加工成本低、可制造超薄厚度以及高体积比功率等特性[8]。因此, 如何选择流道结构、优化金属双极板制造工艺, 制造出质量更佳的金属双极板, 是燃料电池轻量化推广的重点与难点。本文对比近年来研究者在双极板流道结构上的改进和创新, 梳理金属双极板的冲压成形、液压成形、软膜成形、辊轧成形、电磁成形、特种成形等塑性成形工艺技术, 并对其发展方向进行展望。
流道结构是影响双极板性能的关键因素, 流道排列方式对气体分布均匀性、流道内反应气体对流强度以及排水性能至关重要[9]。
传统流道结构主要包括平行流道、蛇形流道、针形流道和交指形流道。平行流道和蛇形流道因其结构简单、生产成本低, 已成为生产中最常用的流道结构。平行流道整体流程距离短、进出口压力损失小、各通道可并联, 有利于反应气体均匀分布, 使电堆整体热分布相对均匀。但气体在流道中留存时间不够长, 反应气体利用率较低; 若气体流速较低, 反应后的水不能及时排出, 易造成水淹现象[10]。
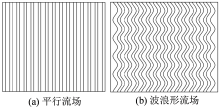
LI等[11]采用正交试验研究了平行流场中气体流道宽度、冷却流道宽度以及二者间距离对燃料电池性能的影响, 发现流道结构是影响气体扩散的主要因素。为改善电池性能, 设计波浪形流道, 波浪形可用正弦函数表示, 因此也称为正弦流道。CHEN等[12]和ATYABI等[13]研究了波浪形流道对电池性能的影响(图3), 发现波浪形流道在反应气体输送、排水和热应力集中方面有更优表现。LI等[14]设计出一种三维波浪形流道, 可将电池峰值功率密度提升13.45%。其他学者也改进了平行流道进出口, 如将进出口结构改成锥形结构后, 最大功率密度可提高8.46%, 能有效提高电池性能[15, 16]。
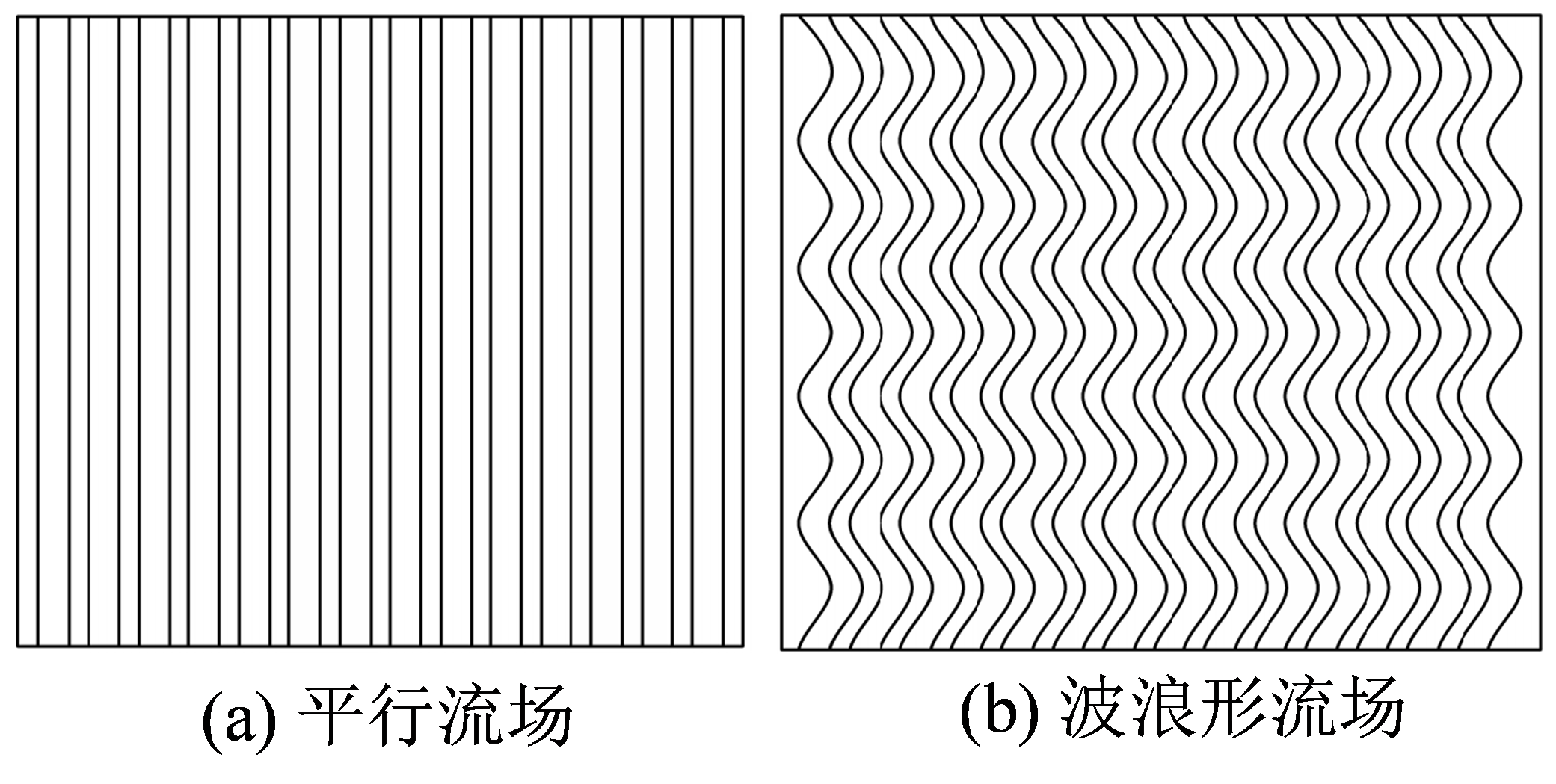 | 图3 平行流道与波浪形流道示意图(修改自文献[13])Fig. 3 Schematic diagram of parallel flow channel and wavy flow channel (modified from literature [13]) |
根据流道形式, 蛇形流道可分为单蛇形流道、多蛇形流道及混合蛇形流道等。与其他流道相比, 蛇形流道具有更好的排水性能、更高的流速及更大的反应活性区域。但因其反应通道较长, 导致反应气体在流道内分布不均匀, 反应产生的水易堆积在转角处, 因此高电流密度地方易发生水淹。同时通道过长还会导致较大的压力损失, 蛇形流道比平行流道需要功率更大的泵来输送反应气体, 因此蛇形流道会有较大的寄生能量损失[17]。
为克服蛇形流道缺点, 研究者对蛇形流道形状及进出口参数进行了调整改进。CHOWDHURY等[18]将蛇形流道改为收敛流道, 发现收敛流道的电流密度比发散流道更均匀, 具有更好的排水性能, 改进结构的反应区氧质量提高3%, 水减少2.6%, 改进流道的压力是传统蛇形流道的26.2倍。SHEN等[19]在流道内增加堵塞物来增强电池性能, 且压降越大提升越大, 扩大了电流密度范围。GUNDLAPALLI等[20]和朱万超等[21]调整了流道进气分布, 发现调整进出口结构可有效降低压降, 减少分流电流损失。
HUANG等[22]优化了流道转角结构, 将传统蛇形流道转角改进成具有坡度的转角, 发现与传统蛇形流道相比, 新型流道压降降低58.4%, 最大功率密度提高3.75%, 且排水处理时间减少62.3%, 有助于改善反应气体在流道中的分布, 提高了电堆性能。MIN等[23]将流道结构分区, 使反应气体具有二次对流效应, 增加每个分区段数或者流道数量可提高电池整体性能, 但会影响反应气体浓度分布。
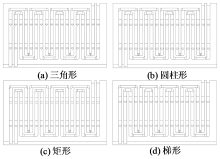
氢能产业对燃料电池性能要求也越来越高, 传统双极板不能提供更高更稳定的输出功率, 为此研究人员设计了多种新型流道。如图4所示, EBRAHIMZADEH等[24]在流道内设置了三角形、圆柱形、矩形和梯形四种类型挡板, 发现三角形障碍物可使流道性能最优。
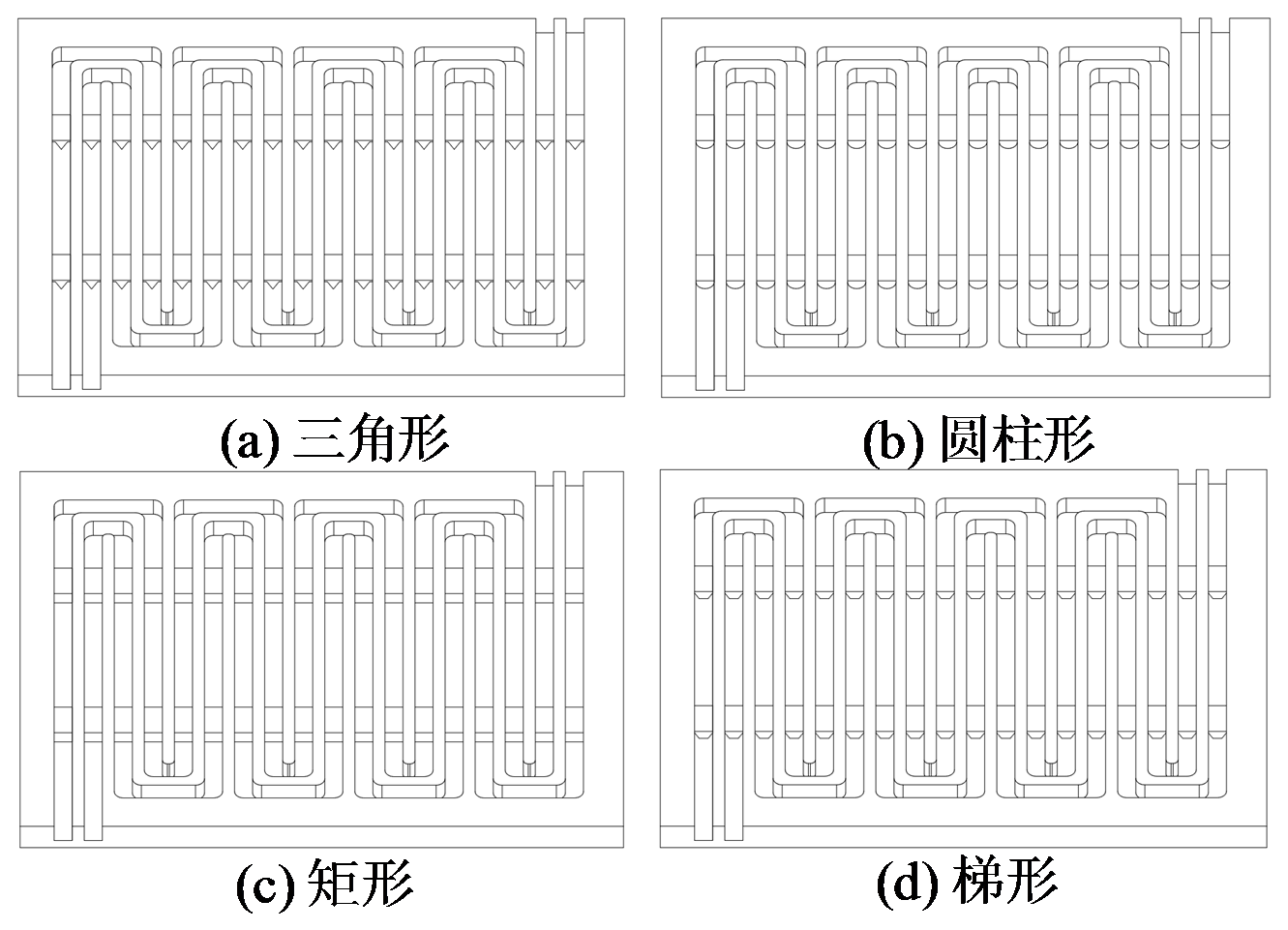 | 图4 具有不同挡板的流道结构(修改自文献[24])Fig. 4 Flow channel structures with different baffles (modified from literature [24]) |
GUO等[25]建立了二维两相非等温稳态燃料电池模型, 分析了矩形、三角形、梯形、半圆形等不同截面形状电池性能, 设计了一种迎风面为流线型、背风面为斜面的挡板流道, 可降低反应气体输送过程中的功率损失。ZHANG等[26]设计了一种通道内带有楔形翅片的流道, 随着翅片体积增加, 电池排水效果和功率密度都有提升。NIU等[27]提出了两种流道内挡板设计方案, 探究了内部水动力行为, 并对挡板结构设计进行优化。
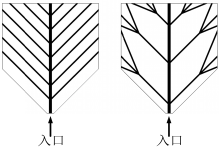
仿生流道一般基于生物体结构如树状、树叶脉络等进行设计, 流道多呈分支结构。分支流道的特点在于反应气体可从主流道逐渐流入分支流道, 让流量不断细分。合理的分支结构可以使气体整体分布更均匀, 且停留时间更长, 电流密度也更均匀, 相邻流道之间气体流动加强, 仿生结构单元之间频繁形成分流与合流, 气体流速变化更明显。分支流道产生的水和热量可汇聚到主流道中, 更利于水管理[28]。DAMIAN-ASCENCIO等[29]设计了一种树状流道, 如图5所示, 发现树状分岔为37° 时, 二级分岔流道能有效将水从阴极通道排出。王泽英等[30]提出了一种双银杏形仿生流道, 比平行流道的峰值功率密度更高, 峰谷差更小。WANG等[31]提出了一种仿生鱼骨形流道, 并使用三维多相电池模型进行数值模拟, 发现流道中反应气体分布均匀, 显著提高了气体输送性能和排水性能。
 | 图5 树状流道结构示意图(修改自文献[29])Fig. 5 Schematic diagram of a tree-like flow channel structure (modified from literature [29]) |
新型流道结构使双极板性能得到一定提升, 但其加工工艺相对复杂、加工周期长, 尚未被大规模生产使用, 是一种探究性结果, 距商业化仍有一定距离。
金属双极板在制造过程中应该选择合适的成形工艺, 尽量降低生产成本并提高板料成形质量。目前可制造金属双极板的技术很多, 但当金属双极板厚度小于0.1 mm时, 许多成形技术不再适用。塑性成形是目前主要的加工方式, 包括冲压成形、液压成形、辊轧成形等。由于各种成形方法特点不同, 均存在一定局限性, 目前可进行批量生产的成形方法主要是冲压成形与液压成形, 其余方法虽可制造出双极板, 但大多数只停留在试制阶段, 未能进行大批量制造。
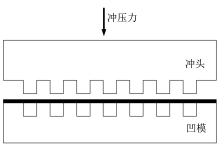
冲压成形一般为一次成形, 但随着工艺改进, 多次成形工艺逐渐引起重视。冲压成形原理如图6所示, 该工艺使用带有刚性模具的压力装置, 对板材施加一定压力进而获得所需形状尺寸工件。全世界钢材中60% ~ 70%是板材, 且大部分经过冲压制成成品[32]。从工艺成熟度来讲, 冲压工艺占据生产主导地位, 并在各个领域都有广泛研究。金属双极板冲压成形工艺具有高生产率、较长模具寿命以及较低工艺成本等优点, 但生产的双极板质量与性能相对较低[33]。
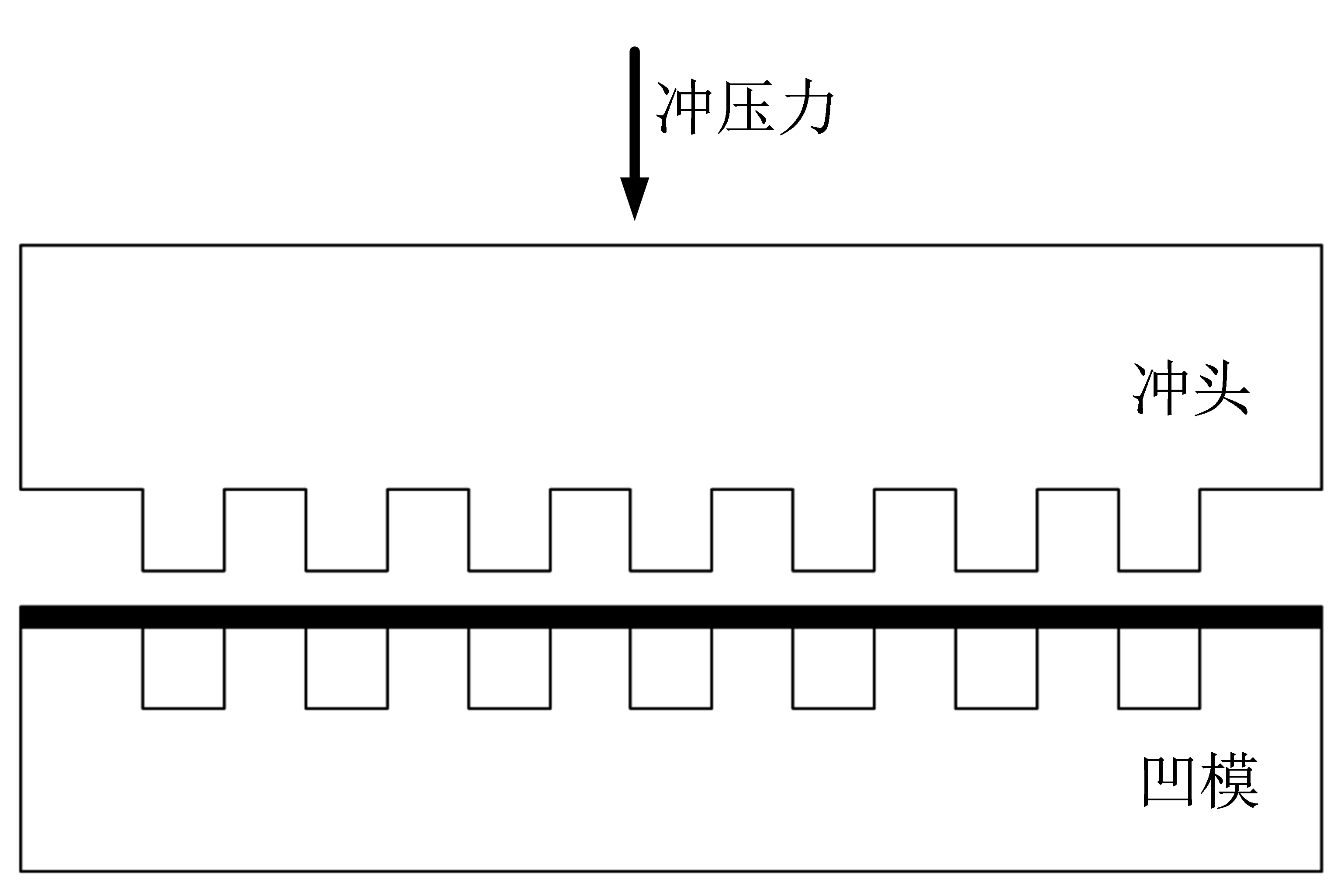 | 图6 冲压成形原理图Fig. 6 Schematic diagram of stamping forming |
为探究冲压成形质量与流道几何参数、流道形状等因素的关系, LI等[34]对SS316不锈钢波浪形流道双极板的冲压成形规律进行研究, 总结出减薄量与深度之间的经验指数公式; SUDARSAN等[35]设计了一个冲压装备, 可制备SS304不锈钢和AA1050铝双极板, 并对成形后的深度均匀性、表面粗糙度进行评估; JIN等[36]在双极板成形过程中施加动态载荷, 发现动态载荷制造的双极板具有更均匀、更深的流道, 电流密度更高。
MODANLOO等[37]采用Rice-Tracey、Brozzo、Ayada三种韧性断裂准则, 对冲压过程中的断裂进行预测, 发现Brozzo准则对钛双极板冲压过程中的断裂预测最为准确。KHATIR等[38]研究了几何参数对双极板成形性的影响, 并预测了各参数对减薄率和填充率的影响。YANG等[39]建立了一种鲁棒性设计方法, 通过控制参数使双极板成形破裂概率从19.14%降低到0.18%。TALEBI-GHADIKOLAEE等[40]对直、弯微流道的塑性变形、成形极限准则和变形力学进行研究, 基于减薄率和等效塑性应变的断裂模型可预测双极板失稳, 发现流道深度、拔模角和拐角半径对板变薄的影响最大, 拐角半径和拔模角对最大流道深度影响最大。
为弥补单次冲压成形工艺的缺陷, 多级成形(也叫多步成形)被提出。多次冲压可减少一次冲压引起的破裂等情况, 从而提高成形质量。BONG等[41]对双极板的两步成形进行研究, 第一步成形阶段存在一个最佳深度, 对第二段成形产生影响, 并建立两步成形工艺优化方法。ZHANG等[42]基于不同材料建立了参数优化方法, 发现第二段冲程越大, 成形间隙和半径越小, 成形深度越高。多步成形的双极板拥有较高的电池输出功率和更均匀的电压分布。XU等[43]通过三步成形制造更高的宽深比流道, 发现平行于轧制方向的流道成形深度比横向高出12.67%, 宽深比从0.46增加到0.67。TRAN等[44]使用了两步冲压成形对板料进行加工, 利用人工神经网络模型和遗传算法对工艺设计参数进行优化。虽然多级成形可提高成形质量, 但多级成形需要更高的成本、更精准的装配和制造技术。
由于冲压成形技术较为成熟, 国内外大部分生产商家采用精密冲压成形。国外较为著名的生产商家包括加拿大Ballard公司、瑞士Feintool公司、美国Dana公司等。Feintool公司专注于精冲和冷成形零部件批量生产, 使用Feinforming精密成形工艺实现高精度、公差最小化、部件优化, 能在一个集成过程中同时生成与电池堆结构相关的所有内部和外部几何形状及流道, 从而获得极高精度。
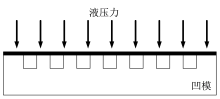
液压成形是一种基于液体介质的金属成形方法, 其原理如图7所示。该工艺将板材放在上下模具之间, 关模后形成闭合空间, 再充入高压介质得到最终形状工件。液压工艺具有灵活、成形后表面质量好、回弹小等优点, 并有加工复杂结构能力、生产成本低等特点[45]。但目前面临的主要问题是成形液压力不够大, 无法制作出更高宽深比的流道。随着液压设备逐渐改进, 微制造成形技术不断发展, 液压成形工艺将拥有巨大发展前景。
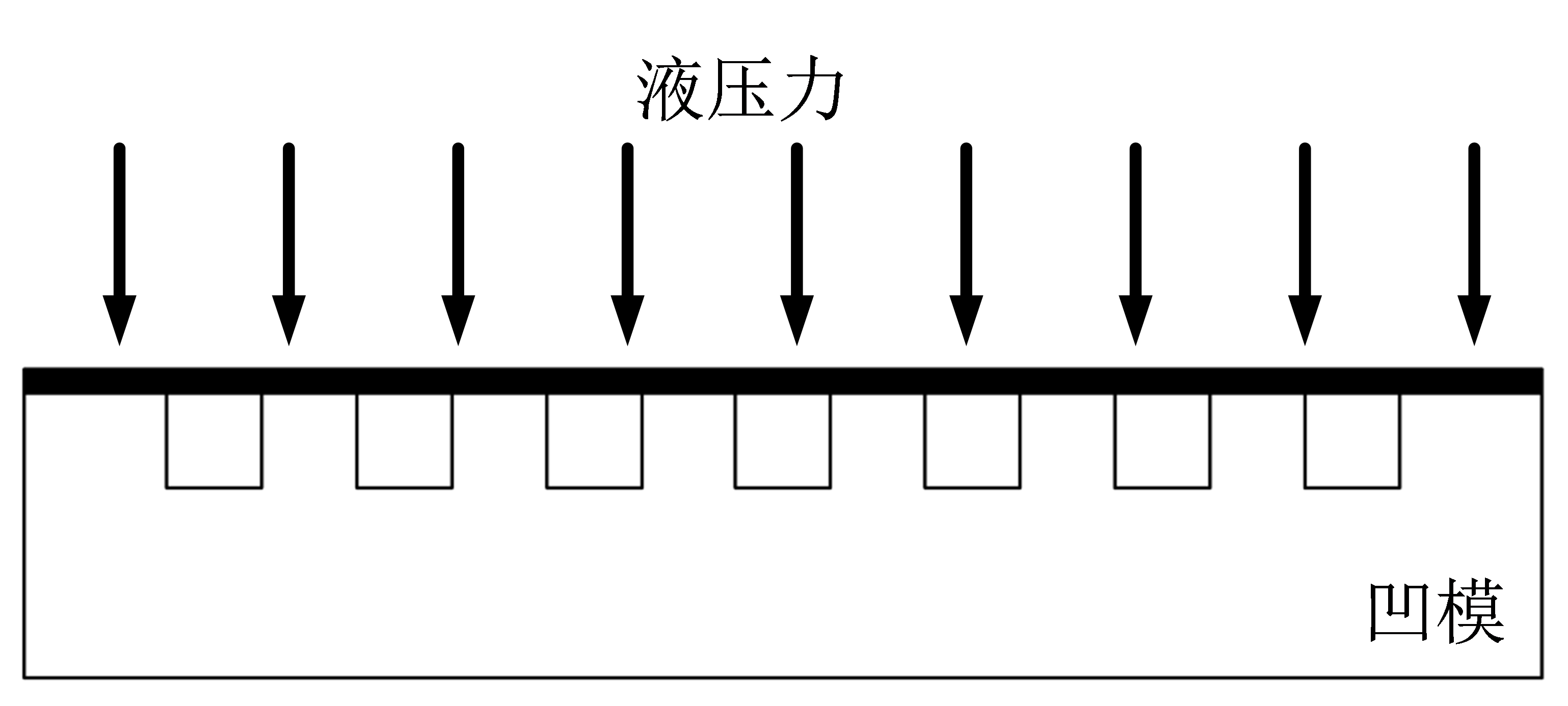 | 图7 液压成形原理图Fig. 7 Schematic diagram of hydraulic forming |
张杰等[46]发明了一种可适应不同材料、不同模具类型需求的金属双极板液压成形机, 并对SS304不锈钢单蛇形流道的液压成形参数进行分析, 对不同参数的双极板破裂进行数值模拟[47]。KOÇ 等[48]设计了一种新型混合成形工艺, 先使用内部压力辅助成形, 再结合机械连接双极板, 采用厚度51 μ m的SS304不锈钢双极板进行实验, 研究了机械连接工艺和材料对粘结质量的影响。MOHAMMADTABAR等[49]采用双步液压成形法, 对交错蛇形流道双极板进行研究, 发现双步液压成形比一次液压成形具有更高的宽深比、更均匀的厚度。BELALI-OWSIA等[50]研究了冲压成形、液压成形和液压冲压混合成形三种方法对针形流道的影响, 发现液压冲压混合成形极板具有更好的填充率和厚度分布。
TURAN等[51]对冲压和液压两种工艺条件下的不锈钢双极板进行接触阻抗测试, 结果表明冲压成形的接触阻抗要低于液压成形的接触阻抗, 且流道尺寸越大接触阻抗越低。MAHABUNPHACHAI等[52]对比了冲压成形和液压成形两种工艺参数, 研究了不同材料成形后的表面粗糙度, 表明冲压速度和冲压力是冲压成形的关键因素, 所有冲压成形后的双极板表面粗糙度都比较高, 相比之下液压成形表面成形质量更高, 且液压速率不影响成形后的表面粗糙度。DUR等[53]采用冲压和液压成形对SS316L不锈钢进行成形与腐蚀实验, 发现冲压与液压参数均对腐蚀速率有影响。
德国Graebener公司实现了50 μ m厚度金属双极板的液压成形制造, 通过使用独特的补偿系统以及6 500 t合模力与高达400 MPa的液压力, 将薄板原材料串联送入液压机中进行批量制造。液压成形工艺可对涂层后的金属双极板进行再成形, 可使用一个模具对不同厚度板料加工, 制造参数灵活性提升较大, 且成形时无冲击, 模具使用寿命长。
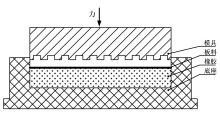
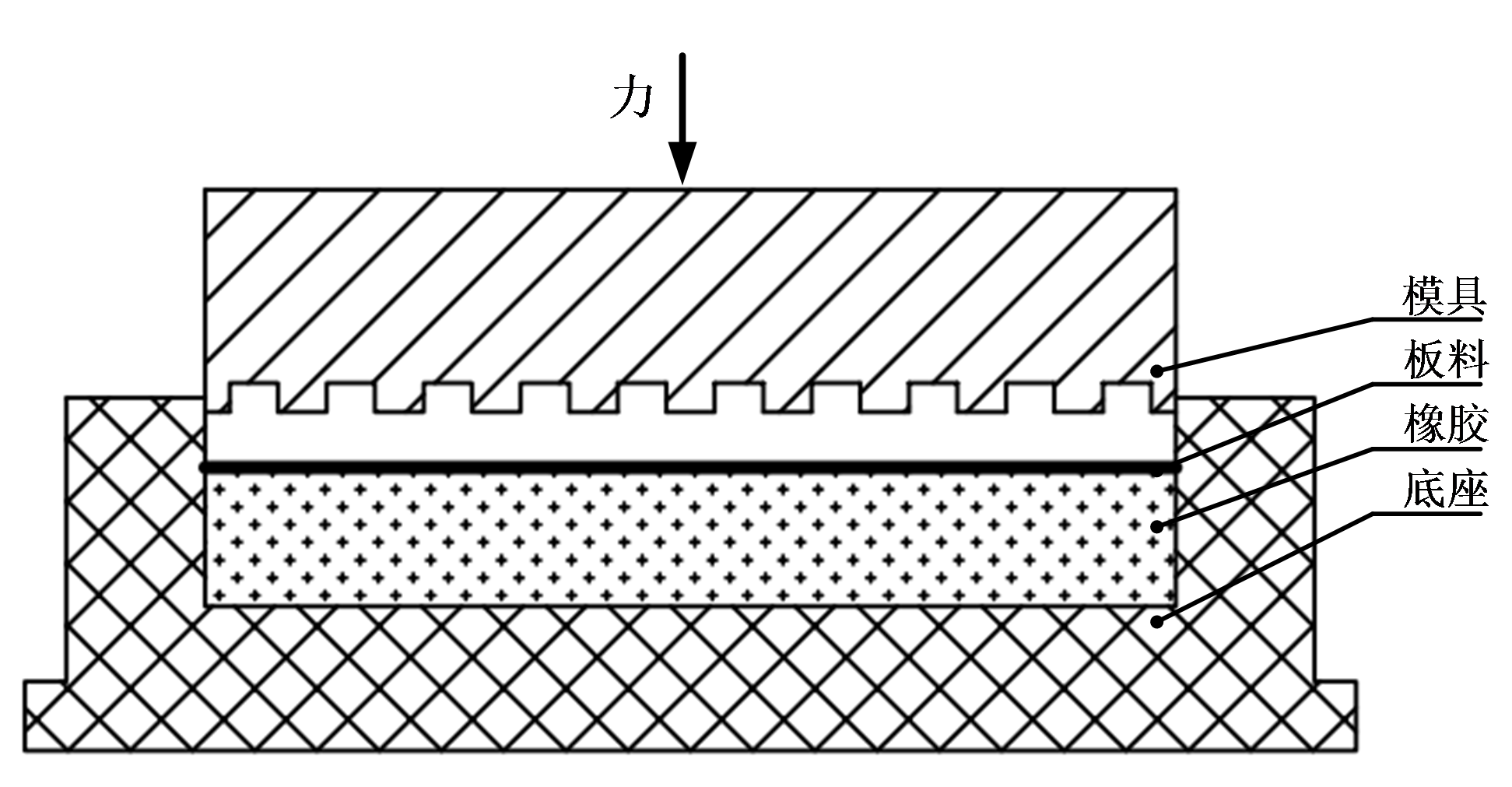
软膜成形原理如图8所示, 该工艺采用一个橡胶垫代替传统刚性模具, 当刚性模具冲击板料时, 橡胶柔性变形, 使板料和橡胶强接触刚性模具, 增加板料成形性。由于只需要一个刚性模具, 橡胶垫和刚性模具之间无需高精度装配, 可减少成形设备模具费用和安装时间。但软膜成形用的橡胶垫使用寿命短, 生产100片左右就需更换。KOLAHDOOZ等[54]对软膜成形工艺过程进行研究, 建立了具有损伤的有限元模型, 采用实验确定了成形过程的关键参数和最优水平。TALEBI-GHADIKOLAEE等[55]研究了软膜成形过程中双极板的断裂行为, 采用Cockroft-Latham断裂准则考察不同条件下的起始断裂和工艺参数对损伤演化的影响。ELYASI等[56]分析了橡胶垫参数对双极板填充度、厚度分布以及尺寸精度的影响, 提出了一种半冲压成形方法。
软膜成形过程中, 材料处于双向拉应力状态, 不易产生起皱缺陷, 回弹小, 零件表面也不会出现刮伤、压痕等; 多个工序可以在同一工步进行, 同时成形、冲孔、切边等; 单模具成形件表面质量好、尺寸精度高。但是刚性模具由于是软膜, 寿命更短, 另外其成形周期较长, 成形得到的双极板厚度分布不均匀、圆角处容易减薄断裂。
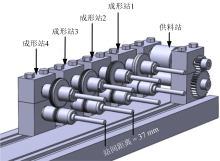
辊轧成形原理如图9所示, 该工艺利用共轭映射原理, 通过辊子映射不同双极板流道, 由单极板辊压、双极板连接、双极板整形、剪切冲裁四个工步组成[57]。BAUER等[58]通过实验轧制了0.1 mm厚316 L不锈钢双极板。ABEYRATHNA等[59]通过材料细化、纵向弯曲、横截面形状等对轧制双极板进行质量评价。辊轧成形工艺相对于冲压成形来说不容易产生裂纹和划痕等, 成形更加连续。目前轧制双极板大多是平行流道或其他简单流道, 对于复杂流道双极板, 轧制成形仍具有一定困难。
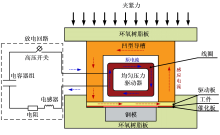
电磁成形原理如图10所示, 是一种利用洛伦兹力使金属发生塑性变形的高能率、高速率特种成形技术, 其基本原理为电磁感应。将金属双极板放在脉冲磁场中, 开启高压电流时磁场中的金属板料受到洛伦兹力作用发生塑性变形, 贴紧模具完成塑性成形。DONG等[60]采用均匀压力驱动器, 利用电磁成形制备了钛双极板, 并建立三维耦合电磁力学仿真模型, 研究表明电磁成形的线圈寿命需要优化, 且外部导电通道和驱动片之间的电接触问题还有待解决。ZHU等[61]提出了一种电磁成形和准静态成形相结合的方法, 分别对静态成形、电磁成形、电磁预成形-静态成形进行系统研究, 结果表明混合成形工艺的成形性更好。
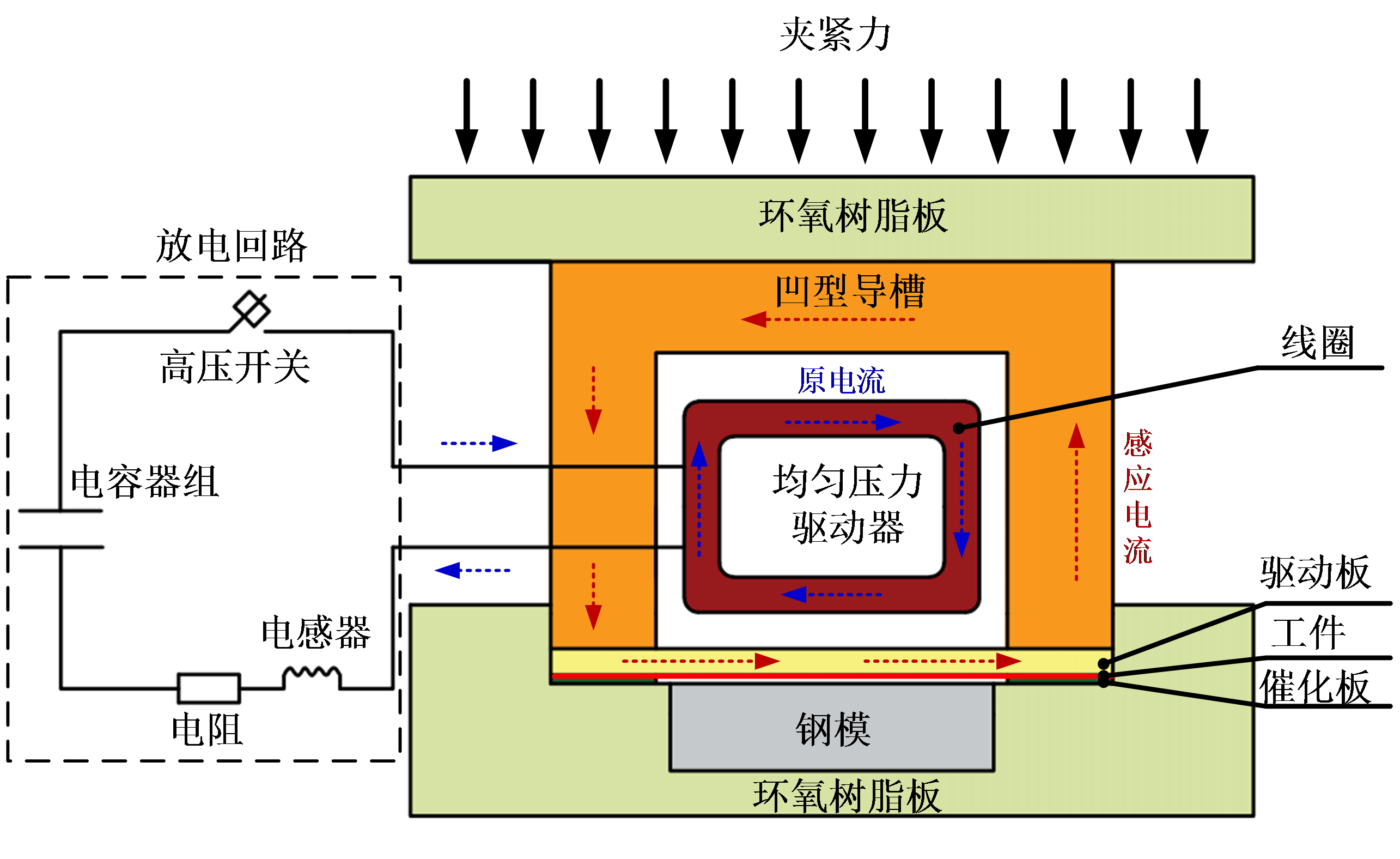 | 图10 电磁成形原理图(修改自文献[60])Fig. 10 Schematic diagram of electromagnetic forming (modified from literature [60]) |
电磁成形技术的工件变形速度一般小于1 m/s, 而成形过程时间大于0.1 s, 因此电磁成形过程中工件会产生明显的惯性力及动能。与传统成形方式相比, 电磁成形过程中的惯性力能有效抑制颈缩, 进而提高材料成形性能; 另外在成形过程中也能抑制起皱。由于高速成形特点, 其回弹量与其他方式相比也更低, 但由于电磁成形需要驱动板进行驱动, 因此成本相对较高。
一些新工艺技术正被应用于金属双极板成形, 尽管还未形成大规模应用, 但为制造高质量双极板提供了新思路。KARGAR-PISHBIJARI等[62]对0.1 mm厚的AA1070铝材双极板进行气体热压成形, 发现拔模角度从0° 增加至7.5° 时可有效降低双极板破裂性, 并在400 ℃、4 MPa压力条件下制备了宽深比为0.5的双极板。HUANG等[63]通过选择性激光熔化(selective laser melting, SLM)增材制造技术制备了不同流道结构的不锈钢双极板, 并组装到电堆中进行测试, 分析了电流密度、气体扩散特性和水分布对双极板性能的影响。ZHANG等[64]采用了聚合物粉末压制的柔性成型技术, 制备了纯铜双极板, 分析了极限成形深度、断口样貌与表面成形质量等方面的差异。瑞典Cellimpact公司采用绝热软化技术制造金属双极板, 其将两个特制模具以非常高的速度结合在一起, 模具之间金属温度高达800 ℃, 可自然软化金属, 然后塑形为所需要流道[65]。
金属双极板因其良好的导电性和传热能力, 且加工方便、加工成本低、可制造超薄厚度等优点, 是未来双极板材料商业化的重要选择。不同的流道结构与制造工艺对电堆效率影响较大。
(1)传统双极板流道结构简单、制造方便, 尤其是平行流道与蛇形流道是双极板流道的首要; 新型流道对电池功率有一定提升, 但在制造工艺与制造成本上仍需要进一步优化。
(2)冲压成形是目前使用最广泛的制造方式, 但其成形质量较低, 提高冲压成形品质的稳定性是亟需解决的问题; 液压成形工艺拥有高质量与低成本优势, 在大批量生产中具有巨大潜力, 已逐渐成为一种新的商业化工艺方式; 软膜成形是一种柔性生产方式, 但橡胶垫质量影响成形质量, 且加工所需的橡胶垫损耗问题较为严重; 辊轧成形因难以制作较为复杂流道而受到生产限制; 电磁成形是一种具有潜力的加工方式, 但缺乏对电磁成形设备及生产质量问题研究; 其他特种加工需进一步攻关, 以解决其规模化生产难题。
(3)需针对不同的燃料电池设计不同结构双极板, 并不断优化; 随着复合材料发展, 可以考虑成本较低、性能更好的复合材料制造工艺研究, 逐步形成完整的工艺标准; 对于金属双极板可以进一步提升制造精度以提高其表面精度, 并针对腐蚀问题进行表面改性研究; 现有双极板制造工艺中, 难以大批量、高质量生产, 还需要不断提高设计和制造技术。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|
| [51] |
|
| [52] |
|
| [53] |
|
| [54] |
|
| [55] |
|
| [56] |
|
| [57] |
|
| [58] |
|
| [59] |
|
| [60] |
|
| [61] |
|
| [62] |
|
| [63] |
|
| [64] |
|
| [65] |
|