

0 引言
化学溶解是将热固性树脂分解成单体、低聚物或其他化学品的过程,具有可选择性断键、树脂可控回收等优点[20,21],有望实现废弃复合材料高效高值回收。最常用的化学回收方法为超临界流体法和溶剂法[22,23],超临界流体法具有高效降解树脂基体、再生纤维力学性能损失低等特点[24]。然而,由于传质限制,化学溶解处理大尺寸复合材料效率极低,仅能处理破碎后的复合材料回收短纤维,且存在降解溶剂成本高、产物分离提纯困难等问题。热解处理是指在无氧或惰性气氛下,将废弃复合材料中树脂基体分解生成燃料油/气和固体产物(填料和焦炭),实现有机废弃物减量化同时回收纤维材料,具备规模化应用潜力。热解处理大尺寸复合材料有望实现较长纤维与高值化学品综合回收。
研究表明,热解反应参数可有效调控热解产物分布[25,26,27]。MA等[28]利用热重装置建立多分布式活化能模型以确定环氧树脂在不同氧气浓度气氛下的氧化热解动力学,结合固定床反应装置研究环氧树脂基体不同反应条件下的热解行为。为提高树脂降解效率,有研究将微波热解反应装置应用于废弃复合材料热解回收[29]。与传统热解相比,微波热解独特的传热传质特性及均匀加热特性,其回收废弃碳纤维复合材料反应时间大幅缩短,效率更高[16,30-31]。然而环氧树脂基体直接热解产物组分复杂[32,33],含有大量酚类化合物以及少量醇类和呋喃类化合物,难以直接利用。现有热解相关研究主要集中于复合材料中纤维组分低损回收[34,35,36],缺乏树脂基体热解产物的分离与高值利用。近年来,随着单酚化合物与其下游产物如双酚A、水杨酸等在涂料、树脂合成[37,38]甚至医药方面[39]的广泛应用,其需求量日益增长。从废弃风机叶片树脂基体中热解回收单酚化合物用作化工原料有望实现循环利用。
本研究采用微波热解处理废弃风机叶片制取单酚化合物及再生纤维,考察不同反应条件对风机叶片树脂基体分解效率及产物分布的影响规律,利用Aspen Plus软件进行可溶性产物中单酚化合物分离过程、不可分离低值组分与不凝气燃烧供热模拟,计算分离过程的能耗与所回收的热量。对热解处理废弃风机叶片工艺进行物质流与经济效益分析,评估其在未来大规模推广的应用价值。
1 实验方法
1.1 实验材料
废弃风机叶片由广州隽诺环保科技股份有限公司提供。由于风机叶片中树脂基体材料分布均匀性难以确定,为减少实验过程中的误差,前期热解实验均采用纯环氧树脂进行。样品制备过程如下:将双酚A型环氧树脂(环氧当量210 ~ 244 g/eq,购自上海玻尔化学试剂有限公司)与固化剂T-31(购自山东优索化工科技有限公司)以质量比10∶3的比例手动混合均匀,混合物在常温下固化6 h。固化好的样品经球磨过筛,研磨成细颗粒(<74 μm)。化学试剂主要为溶剂异丙醇(质量浓度为99.5%,购自上海麦克林生化科技股份有限公司)。
1.2 实验步骤
热解实验在微波热解反应器中进行,热解实验系统如图1所示,主要包括微波热解系统、测温系统以及冷凝和气体收集系统等。微波热解反应器(湖南长仪微波科技有限公司,CY-CR1000C-S型)频率为2.45 GHz ± 25 MHz,微波输出功率为0.2 ~ 1.4 kW。将热电偶插入坩埚中结合炉膛中红外测温实时检测并记录反应过程温度,两者协同以减小测量误差,误差控制在5β℃以内。达到指定温度后,配备的自动温度/功率控制系统使用最小功率来维持反应温度。冷凝和气体收集系统由一个冷凝瓶和集气袋构成,将冷凝瓶浸于冰水混合物中进行冷却。每次实验前,称取 (1 ± 0.005) g环氧树脂粉末样品,将原料转移到氮化硅吸波坩埚中,放入微波热解反应器中。为保证无氧环境,实验开始前以60 mL/min流速氩气吹扫20 min,保持氩气流动直至反应结束。改变温度、微波功率进行热解实验。热解反应前后,对装有原料的坩埚进行称重记录,每次实验结束后采用异丙醇溶液冲洗冷凝瓶及石英管收集可溶性产物。
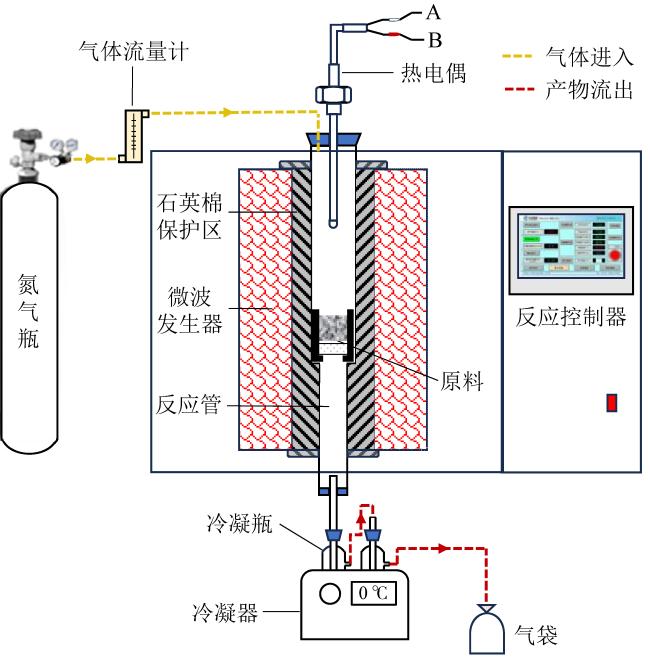
Fig. 1 Schematic diagram of microwave pyrolysis system图1 微波热解系统示意图 |
1.3 热解产物分析
使用配备HP-5MS色谱柱的气相色谱质谱联用仪[赛默飞世尔科技(中国)有限公司,TRACE 1300ISQ型],对冷凝瓶中可溶性产物进行分析。以高纯度氦气(99.999%)作为载气,流速为1.14 mL/min,色谱柱升温程序为柱温箱从50β℃(保温2 min)以10β℃/min的升温速率升温至280β℃(保温5 min)。通过美国国家标准与技术研究院(National Institute of Standards and Technology, NIST)质谱数据库比较的定性化合物以高匹配因子(90%)进行选择。化合物通过归一化峰面积(%)平均值进行半定量分析。使用气体分析仪[安捷伦科技(中国)有限公司,Agilent 7890A型]测试收集的气体产物主要成分。利用扫描电子显微镜(scanning electron microscope, SEM)[日立科学仪器(北京)有限公司,SU-70型]观察风机叶片热解回收纤维材料除炭前后的表面形貌。
在热解实验中,直接称取固体产物质量确定固体产物产率,采用式(1)进行计算:
$Y_{\mathrm{s}}=\frac{m_{\mathrm{s}}}{m_{\mathrm{i}}} \times 100 \% $ (1)
利用式(2)和式(3)计算各气相产物组分质量与占比,可溶性产物产率利用式(4)计算:
$p V=n R T $ (2)
$Y_{\mathrm{g}}=\frac{m_{\mathrm{g}}}{m_{\mathrm{i}}} \times 100 \% $ (3)
$Y_{1}=100 \%-Y_{\mathrm{s}}-Y_{\mathrm{g}} $ (4)
式中:p为压强,Pa;V为气体体积,m3;n为气体物质的量,mol;R为摩尔气体常数,J/(mol∙K);T为温度,K;Ys为固相产物产率,%;ms为固相产物质量,g;mi为原料质量,g;Yg为气相产物产率,%;mg为气相产物质量,g;Yl为可溶性产物产率,%。
1.4 单酚化合物分离仿真模拟
利用Aspen Plus软件建立热解产物分馏与低值组分燃烧供热工艺流程,模拟可溶性产物中单酚化合物如苯酚、异丙基苯酚分离过程。将不可分离低值组分与不凝气进行燃烧为热解反应器供热,计算过程中分离能耗与产生热量。
1.5 风机叶片热解经济效益分析
苯酚和异丙基苯酚是两种重要的化学中间体,例如,苯酚可用作生产酚醛树脂或双酚A的中间体,异丙基苯酚可用作清洁剂、防腐剂及黏结剂等。相较于溶剂法回收废弃风机叶片时需要将其切割成小块以提高传质与降解效率,热解法可实现大尺寸叶片回收,减少切割能耗。基于上述考虑,将风机叶片热解处理,对纤维进行除炭再生,热解可溶性产物进行分馏以回收单环酚类化学品,不可分离低值组分与不凝气燃烧为热解反应器供热以降低生产能耗,是一种将废弃风机叶片全组分高效回收的方法。分析废弃风机叶片热解产品销售利润,进行初步估算确定该热解工艺整个运行周期内在经济上的可行性[40]。总生产成本包括原材料成本和设备运营成本,根据扣除总生产成本后的产品销售收入来确定最终盈利情况。
2 结果与讨论
2.1 风机叶片环氧树脂基体测试分析结果
Table 1 Elemental analysis of waste wind turbine blades表1 废弃风机叶片元素分析 |
| 元素名称 | 含量/% |
|---|---|
| C | 23.751 |
| H | 2.711 |
| O | 3.927 |
| N | 1.115 |
| S | 0.724 |
| Cl | 0.154 |
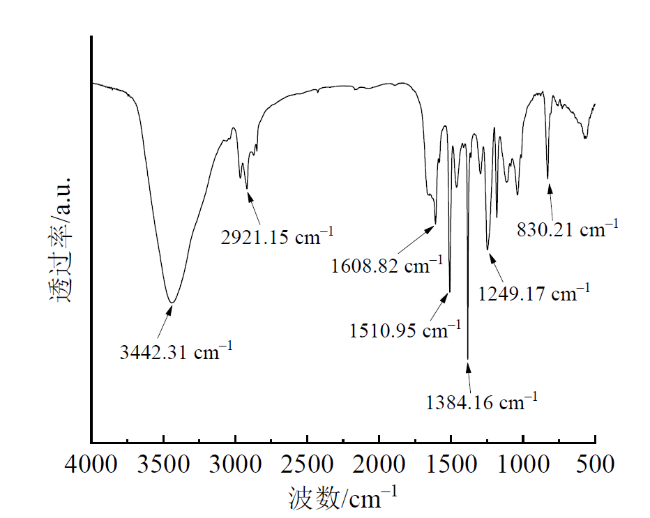
Fig. 2 FTIR spectrum of waste wind turbine blade resin matrix图2 废弃风机叶片树脂基体红外光谱 |
2.2 不同反应条件对环氧树脂热解产物分布的影响
2.2.1 不同反应条件下环氧树脂可溶性、气相产物分析
在相同微波功率下(500 W)考察不同热解温度(350 ~ 650β℃)时环氧树脂的分解效率,三相产物产率如图3(a)所示。在较低反应温度下(350β℃),环氧树脂未能充分分解,固相产物产率为41%,气相产物仅为5%。随着反应温度升高,固相产物产率由41%下降到22%并逐渐趋于稳定,可溶性产物产率先上升后下降然后趋于稳定,在450β℃时表现出最高产率,达到71%。更高的温度使得中间体深度分解为不凝气,气相产物产率逐步升高并稳定在16%左右。通过产物测试分析,发现环氧树脂在N2氛围下的热解气相产物主要由CH4、CO2、CO以及H2组成,在不同温度下各组分占比如图3(b)所示。温度升高提升了气体产物中CH4与H2占比,有利于不凝气后续回收燃烧供热。
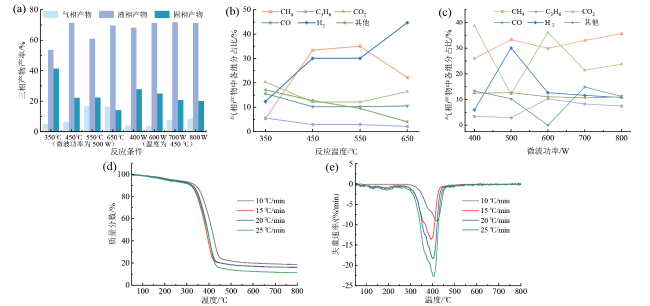
Fig. 3 (a) Yields of three phase products of epoxy resin pyrolysis under different reaction conditions; (b) gas-phase product composition under different temperatures; (c) gas-phase product composition under different microwave powers; (d) thermogravimetric curves of epoxy matrixt; (e) thermogravimetric differential curves of epoxy matrixt图3 (a)不同反应条件下环氧树脂热解三相产物产率;(b)不同温度下气相产物组分;(c)不同微波功率下气相产物组分;(d)环氧树脂基体的热重曲线;(e)环氧树脂基体的热重微分曲线 |
采用气相色谱质谱联用仪对可溶性产物进行定性和半定量分析,不同反应条件下其主要组分见表2。可溶性产物主要由大量酚类化合物及少量醇类与呋喃类化合物组成,主要为苯酚、4-异丙基苯酚以及4-异丙烯基苯酚,选择性分别约为40%、20%和11%,反应温度对主要组分相对丰度影响较小(图4)。为使环氧树脂得到充分热解以获得较高的可溶性产物收率,后续实验选择在450β℃下进行。此前环氧树脂热重实验结果[图3(d)]也验证了在450β℃下可实现环氧树脂的充分热解,温度的进一步提升并未使环氧树脂质量分数进一步下降。除反应温度外,微波功率与升温速率密切相关,也是影响环氧树脂热解效率的重要因素。在450β℃下进行不同微波功率(400 ~ 700 W)热解实验,较低微波功率下(400 W)环氧树脂热解产生更多固相产物,热重分析也表现出类似的结果,在最低的升温速率(10β℃/min)下热解残炭质量分数为18.34%,这可能与酚类化合物在升温过程中二次聚合发生焦化生成更多的焦炭有关。随着微波功率提升,可溶性产物产率未发生明显变化,稳定在71%,气相产物产率有所上升。如图3(c)所示,较快的升温速率使得CO2产量大幅提升,H2产量减少。微波功率的增大促进苯酚相对丰度从40.37%提升至42.90%,却抑制异丙基苯酚生成,相对丰度从19.97%下降至8.32%,这是由于较快升温速率促使异丙基基团从苯环上脱离,在接收其他自由基团或中间产物质子后转化为苯酚等化合物。微波功率变化对苯酚相对丰度影响不大,更高的微波功率却使得经济价值更高的对异丙基苯酚相对丰度急剧下降,为提高废弃风机叶片热解回收经济效益,选择温度450β℃、微波功率500 W作为废弃风机叶片回收的最佳反应条件。
Table 2 Soluble product fractions and relative proportions under different reaction conditions表2 不同反应条件下可溶性产物组分及相对丰度 |
| 产物名称 | 化学式 | 相对丰度/% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 350β℃ 500 W | 450β℃ 500 W | 550β℃ 500 W | 650β℃ 500 W | 450β℃ 400 W | 450β℃ 600 W | 450β℃ 700 W | 450β℃ 800 W | ||
| 水 | H2O | 9.21 | 6.56 | 6.86 | 7.67 | 8.42 | 3.48 | 3.39 | 4.46 |
| 2-丙烯-1-醇 | C3H6O | 2.82 | 1.14 | 1.12 | 2.08 | 2.44 | 1.61 | 1.33 | 0.90 |
| 1茚醇 | C9H8O | — | — | — | 0.95 | 0.27 | — | 0.39 | 0.42 |
| 1-甲基-1H-吡咯 | C5H7N | 0.52 | — | — | — | — | 0.61 | — | — |
| 1,3,5-环庚三烯 | C7H8 | — | — | — | 0.85 | — | 0.76 | — | 0.30 |
| 1-甲基-4-(1-甲基乙烯基)苯 | C10H12 | — | — | — | — | — | 0.35 | 0.39 | 0.42 |
| 苯并呋喃 | C8H6O | — | 1.14 | 1.12 | 1.14 | 1.43 | 1.36 | 2.11 | 2.53 |
| 2-烯丙基苯酚 | C9H10O | 0.84 | — | — | — | — | 0.65 | 0.28 | 0.54 |
| 2-甲基-苯并呋喃 | C9H8O | — | 1.43 | 1.49 | — | 1.23 | 1.01 | 1.11 | 1.45 |
| 2-乙基-苯并呋喃 | C10H10O | — | — | — | — | 0.35 | 0.45 | 0.50 | — |
| 2,3-二氢-1H-茚-1-酮 | C9H8O | — | 1.00 | 1.04 | 3.31 | 0.99 | 3.23 | 1.94 | 1.87 |
| 2,3-二氢苯并呋喃 | C12H16O | 1.26 | — | 0.60 | 0.76 | — | 0.40 | — | — |
| 2,3-二甲基苯酚 | C8H10O | 0.84 | 3.64 | 2.98 | 3.69 | 3.78 | 3.53 | — | 3.20 |
| 苯酚 | C6H6O | 39.75 | 40.37 | 40.94 | 40.53 | 39.98 | 40.24 | 42.90 | 42.88 |
| 2-甲基苯酚 | C7H8O | 1.26 | 1.28 | 1.27 | 1.23 | 1.05 | 1.11 | 3.06 | 0.78 |
| 2-丙基苯酚 | C9H12O | 0.94 | 0.43 | 0.60 | 0.57 | 0.37 | 0.50 | — | — |
| 4-乙基-3-甲基苯酚 | C9H12O | — | 0.36 | — | — | 0.42 | 0.30 | 0.33 | 0.30 |
| 4-乙基苯酚 | C8H10O | 1.67 | 2.71 | 2.46 | 2.37 | 2.35 | 2.42 | 2.55 | 2.53 |
| 2-甲基-5-异丙基苯酚 | C10H14O | — | 1.71 | 1.86 | 1.42 | 1.78 | 1.06 | — | 0.48 |
| 4-异丙基苯酚 | C9H12O | 23.43 | 19.97 | 21.40 | 17.80 | 18.78 | 16.24 | 12.15 | 8.32 |
| 4-乙烯基苯酚 | C8H8O | — | 0.86 | — | — | 0.95 | 1.16 | 2.22 | 4.04 |
| 2-[(2-甲基-2-丙烯基)氧基]苯酚 | C10H12O2 | — | 0.86 | — | 1.04 | 0.90 | 1.21 | 1.33 | 1.27 |
| 4-异丙烯基苯酚 | C9H10O | 11.92 | 11.34 | 9.92 | 13.16 | 10.56 | 16.99 | 17.37 | 17.25 |
| 其他产物 | — | 5.54 | 5.20 | 6.34 | 1.42 | 3.95 | 1.31 | 6.65 | 6.03 |
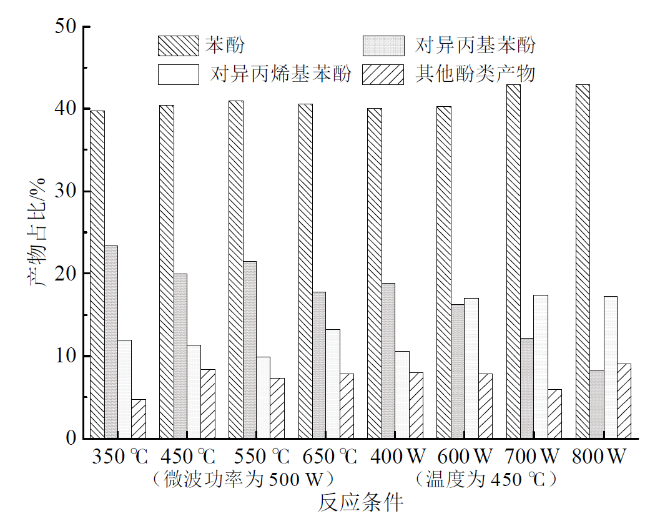
Fig. 4 The proportion of main phenolic compounds under different reaction conditions图4 不同反应条件下主要酚类化合物占比 |
2.2.2 环氧树脂基体热解动力学分析
选择10、15、20、25β℃/min升温速率下的数据,采用Flynn-wall-Ozawa(FWO)和Kissinger-Akah-Sunose(KAS)两种方法计算环氧树脂热解动力学参数,以避免不同反应机理函数选择带来的计算误差。FWO法是一种无函数模型法,可以避开反应机理函数选择直接求解活化能,减少了因反应机理函数的假设带来的误差。
FWO法的方程为:
$\ln \beta=\lg \left[\frac{A E}{R G(\alpha)}\right]-2.315-0.4567 \frac{E}{R T} $ (5)
KAS法也是一种无函数模型法,其表达式为:
$\ln \left(\frac{\beta}{T^{2}}\right)=\ln \left[\frac{A E}{R G(\alpha)}\right]-\frac{E}{R T}$ (6)
式中:α为转化率;β为升温速率,℃/min;E为表观活化能,kJ/mol;A为指前因子;G(α)为机理函数。
FWO法通过lgβ和1/T的线性关系图,根据拟合直线的斜率求得对应活化能。根据KAS方程,由ln(β/T2)和1/T线性关系图,根据拟合直线的斜率可求得对应的活化能。
由图5和表3可知,环氧树脂基体在氮气气氛下热解初期反应较慢,此后热解速度趋于稳定,反应较为平缓。当转化率为10%时,该阶段主要为环氧树脂侧链上羟基断裂生成少量水,所需的活化能较小,热解较容易;当转化率为20% ~ 80%时,活化能表现出先逐渐增大后又降低的趋势,表明热解中期环氧树脂主链C-C键断键需要更多的活化能才能进行热解反应;当转化率从80%过渡到90%时,反应温度范围跨度变大,且反应所需活化能达到峰值,表明在该阶段环氧树脂热解原料表现出较强的稳定性,热解接近结束,此后温度的进一步提升并未减少固体残余的产生量。对比FWO和KAS两种方法的计算结果,两者计算出的反应活化能整体趋势相同且计算数值结果相差不大,FWO计算得到的平均活化能为174.676 1 kJ/mol,KAS法计算得到的平均活化能为172.235 7 kJ/mol,两种方法计算得到的平均活化能基本一致,说明计算方法准确性较高。
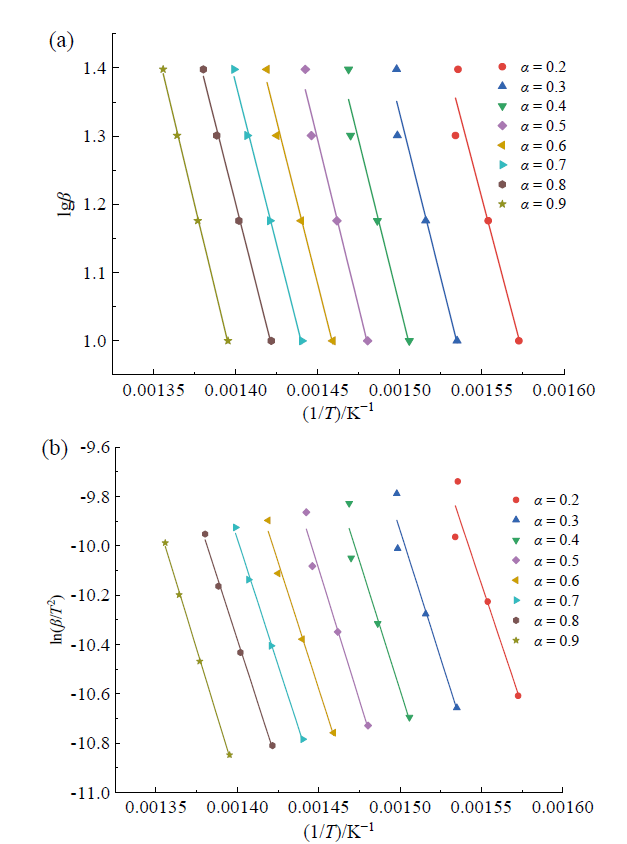
Fig. 5 Fitting results of pyrolysis kinetics of epoxy resin matrix: (a) FWO model; (b) KAS model图5 环氧树脂基体热解动力学拟合结果:(a)FWO模型;(b)KAS模型 |
Table 3 Calculated pyrolysis activation energy of epoxy resin matrix表3 环氧树脂基体热解活化能计算结果 |
| α | Ea/(kJ/mol) | R2 | |||
|---|---|---|---|---|---|
| FWO模型 | KAS模型 | FWO模型 | KAS模型 | ||
| 0.2 | 166.245 86 | 164.097 25 | 0.929 96 | 0.921 35 | |
| 0.3 | 174.771 31 | 172.801 28 | 0.951 56 | 0.945 67 | |
| 0.4 | 176.497 39 | 174.402 54 | 0.957 68 | 0.952 47 | |
| 0.5 | 178.913 80 | 176.745 16 | 0.978 67 | 0.976 00 | |
| 0.6 | 173.824 18 | 171.217 74 | 0.990 71 | 0.989 51 | |
| 0.7 | 172.440 81 | 169.604 48 | 0.997 05 | 0.996 69 | |
| 0.8 | 172.687 24 | 169.708 13 | 0.997 27 | 0.996 94 | |
| 0.9 | 182.027 83 | 179.308 84 | 0.998 90 | 0.998 79 | |
2.2.3 风机叶片纤维回收
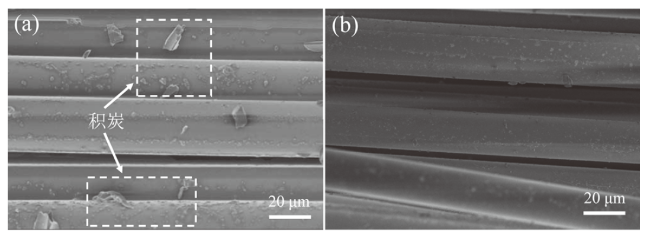
Fig. 6 SEM images of glass fibers from pyrolysis recovery: (a) before carbon removal; (b) after carbon removal图6 热解回收玻璃纤维SEM图:(a)除炭前;(b)除炭后 |
2.3 环氧树脂基体热解路径
根据热解产物分析结果,提出环氧树脂基体分解途径,如图7所示。热解产物中有少部分水生成,在350β℃时表现出最高占比,可能是在较低温度下,支链上环氧基团和羟基发生断裂,生成游离的活性羟基和醚键,少部分羟基与氢原子结合生成水[43]。随着反应温度升高,树脂基体分解现象急剧增强,聚合物主链上d处发生断裂,长链大分子分解生成双酚刚性骨架、苯氧基团、烷烃等活性基团。此前产生的羟基、醚键与烷烃基团结合生成醇、酯等含氧化合物,产物有2-丙烯-1-醇、1H-茚醇等。大部分苯氧基团进一步反应形成酚类化合物,少部分苯氧基团在二次反应中失去氧原子生成芳烃,如1-甲基-4-(1-甲基乙烯基)苯等。温度升高促进双酚刚性骨架上C-C键发生随机断裂[33],在此过程中c处首先发生断裂,产生两个自由基中间体(1)和(2),两者处于相邻位置,中间体(2)从(1)上夺取甲基上一个质子,形成双键,生成对异丙烯基苯酚和苯酚。更高的温度也增加了主链上C-O键同时断裂的机会,生成自由基中间体(3)和(4),此时两者不再相邻,促使其获取其他中间体的质子生成对异丙基苯酚和苯酚。更高的微波功率促进异丙基与苯环间C-C键断裂,使得异丙基脱除生成的异丙基苯酚减少。此外,经过甲基自由基转移,中间体(4)中甲基转移至中间体(3)上,在接收反应系统中氢原子后生成对甲酚和对乙基苯酚。产物中还有少量苯并呋喃和甲基苯并呋喃,这可能与双酚刚性骨架生成时自身进一步发生环化反应相关。
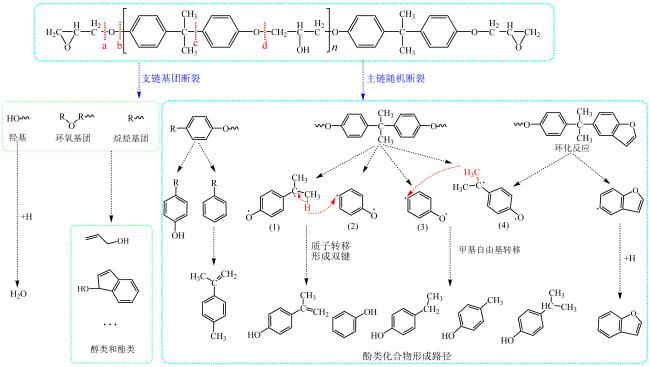
Fig. 7 Pyrolysis path of wind turbine blade resin matrix图7 风机叶片环氧树脂基体分解路径 |
2.4 可溶性产物分馏Aspen Plus仿真分析
为提高风机叶片热解处理经济效益,对风机叶片热解制备可分离单酚产物的可行性进行验证。利用Aspen Plus软件模拟苯酚与异丙基苯酚分离过程,因产物互溶性难以通过分级冷凝实现有效分离。模拟设置风机叶片热解温度为450β℃,废弃风机叶片高温热解油气经过冷凝器冷凝后进入闪蒸罐,实现不可凝气与热解油气液两相分离,约19.026 kg气体产物进入混合器,约214.374 kg热解油在油相提升泵作用下进入预分离塔。从塔顶粗略分离出热解油中约72.5%的轻质油组分,经加热升温至130β℃后在进料泵作用下进入脱轻塔,而剩余27.5%的重质油则保留在塔底,在升温至240β℃后经进料泵进入脱重塔。在标准大气压下,分别从脱轻塔与脱重塔中分离出苯酚与异丙基苯酚产品,苯酚产品纯度达到96%,异丙基苯酚因与2,3-甲基苯酚、4-乙基苯酚等物性相近,相对挥发度小,常规分离产品纯度仅达到73%。大规模应用时可采用萃取精馏进行分离,得到相应高纯度产品出售,或者以混合酚类为原料催化提质制取航空煤油等高质产品,本文不作讨论。分馏出的单酚化合物约占可溶性产物的60.34%,剩余约39.66%不可分离低值产物经冷凝后进入渣油缓冲罐,与混合器1中不凝气充分混合后进入焚烧炉燃烧,焚烧炉烟气出口温度为1 100β℃。若采用热解-分馏-燃烧供热工艺对废弃风机叶片进行回收处理,该条件下每吨废弃风机叶片热解产生的低值热解产物与不凝气燃烧可释放出329.5 kW热量,在为产物分离过程中再沸器供热后,剩余热量根据不同需求生产热水或蒸汽供厂区使用,实现降低风机叶片热解处理运行成本。
2.5 风机叶片热解经济效益分析
从技术经济角度来看,废弃风机叶片热解回收在常压N2氛围下进行,反应原料具有成本效益,与加氢脱氧反应和流化催化裂化协同处理不同,此过程无需维持高压氢气氛围、不需要添置流化催化裂化中昂贵的基础设施,整个回收过程安全、操作简单和经济适用。从环境友好、低碳可持续发展角度来看,通过分级冷凝回收高值酚类化合物取代树脂基体热解直接燃烧,实现了其中C、H、O等元素的资源化回收,既提高了处置工艺的经济效益,也减少了燃烧所带来的温室气体的排放。根据实验结果,以1 t废弃风机叶片为标准处理量,对热解回收单酚化合物和玻璃纤维工艺进行初步物质流分析(图8)。在本研究中,热解产物自身产量以及种类对产品利润有影响。因此,选择可溶性产物产率最高的反应温度(450β℃)、苯酚与高值对异丙基苯酚相对丰度最高(分别为40.37%与19.97%)的微波功率(500 W)作为最佳反应条件,提高产物选择性可以产生正利润。考虑到该工艺应用范围,废弃风机叶片原料没有成本支出的同时风电场给予处置补贴1 500 ~ 2 000元/t,相关文献研究结果显示微波快速热解生产成本约为4 500元/t[44]。Aspen Plus模拟1 t风机叶片热解产物分离过程能耗主要分为冷却水、再沸器两部分用量功率,再沸器156.52 kW总功率可由燃烧供热提供,仅有冷却过程中22.022 t循环冷却水能耗成本约为100元。对比可溶性产物直接燃烧供热,本研究通过分馏回收单酚化合物显著提升了产物经济价值,表4为回收1 t废弃风机叶片成本与可产生的收益,再生纤维可用于再生材料生产,苯酚与异丙基苯酚作为化工原料可直接售出以制备不同下游产物。低值可溶性产物与热解不凝气燃烧供热降低能耗为废弃风机叶片热解处理在无政府补贴下实现正向收益创造进一步可能。
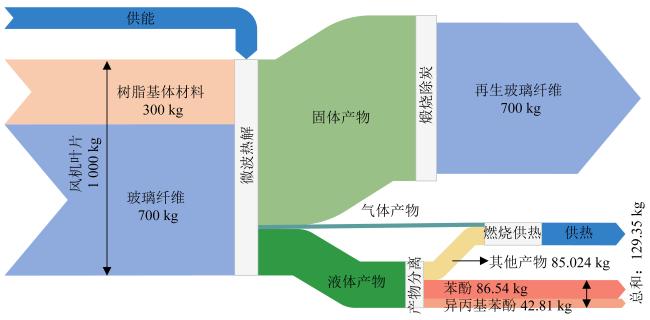
Fig. 8 Material flow analysis for pyrolytic recovery of one ton of waste wind turbine blades图8 1 t废弃风机叶片热解回收物质流分析 |
Table 4 Economic benefits analysis of pyrolytic recovery of one ton of waste wind turbine blades表4 1 t废弃风机叶片热解回收经济效益分析 |
| 处置成本/元 | 收益/元 | 利润/元 | ||||||
|---|---|---|---|---|---|---|---|---|
| 热解 | 再沸器 | 循环冷却水 | 处置补贴 | 苯酚 (产量86.54 kg, 售价8.5元/kg) | 再生纤维 (产量700 kg, 售价2.5元/kg) | 异丙基苯酚 (产量42.81 kg, 售价108元/kg) | ||
| 4 500 | 0 | 100 | 1 500 ~ 2 000 | 736 | 1 750 | 4 623 | 8 609 ~ 9 109 | |
3 结论
利用微波热解处理废弃风机叶片制备单酚化合物及玻璃纤维。在反应温度450β℃、微波功率500 W时,树脂基体热解可溶性产物产率最高(71%),苯酚和异丙基苯酚等可直接利用的酚类化合物选择性为60.34%。利用Aspen Plus软件模拟可溶性产物分离制备单酚化合物、不可分离低值组分与不可凝气燃烧供热过程,可产生约329.5 kW热量,满足分离过程再沸器所需能量,剩余热量可根据厂区需求用以生产热水或蒸汽。在空气氛围500β℃下进行纤维除炭工序,回收的纤维结构完整,未出现明显结构损伤。对整个工艺进行物质流分析,评估过程经济效益,热解产物回收销售利润可在无政府补贴下实现正向收益。未来研究应着重研发环氧树脂基体热解产物高效提质制取可分离高值化学品,降低热解再生纤维材料的力学性能损失,这对于废弃风机叶片热解转化为高值产品具有重要意义。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}