

0 引言
近年来,风电作为一种可再生能源发展迅速,随着其累计和新增风机装机容量的不断增长,其运维问题也日益突出。研究表明,齿轮箱作为风力发电机组最重要的传动部件之一,一旦发生故障会导致较长的维修停机时间,产生较高的维修成本[1]。因此,研究如何有效监测风电机组齿轮箱运行状态、实现故障预警,对保证风电机组安全稳定运行和降低风电场运维成本具有十分重要的现实意义。
目前,针对风电机组齿轮箱的监测主要有振动状态监测、声发射监测以及油液润滑状态监测[2,3,4,5,6,7]。其中,针对油液润滑状态的监测可以分为对润滑油理化性能的监测和对油液中磨损颗粒的监测[1]。研究表明,齿轮箱的故障大多发生在轴承和齿轮上,两者在运行过程中均会产生磨损颗粒[8]。其产生磨损颗粒的数量、大小及形貌能够反映齿轮箱的运行状况及其传动部件之间的磨损情况[1,9]。通常,齿轮箱正常运行时产生的磨损颗粒大小约在1~10 µm之间,而当齿轮箱进入异常状态时,可以检测到10~50 µm之间的磨损颗粒[8,10-11]。当磨损颗粒的尺寸超过100 µm时,则认为设备处于临界状态,具有较高的故障风险。因此,对油液中磨损颗粒的监测能够帮助了解齿轮箱轴承及齿轮的磨损状况,适合为风电机组齿轮箱的故障提供早期预警。
针对润滑油磨损颗粒的监测技术可以分为离线检测方法和在线检测方法。离线检测方法主要有铁谱分析法、光谱分析法、颗粒计数法等[1,12],具有灵敏度高、检测精度高等优势,但同时也存在成本高、检测滞后性、取样要求高等缺点[13]。目前,在线检测方法主要依赖在线磨损颗粒传感器进行,根据工作原理不同,可以将其分为光电型、导电型、电磁型和超声波型等。光电型磨粒监测传感器灵敏度最高(> 5 µm),但难以区分铁磁性颗粒和非铁磁性颗粒,测量效果易受油液透明度和气泡的影响,且不适合大流量测量环境[14]。导电型磨粒监测传感器灵敏度相对较高,MURALI等[15]研究了一种检测和计数非导电润滑油中微量磨损颗粒的装置,能够测量10~25 µm的磨损颗粒。但该类型传感器存在无法区分磨粒材质,易受油液理化性能(如酸值、黏度)及水滴影响等缺点。超声型磨粒监测技术[16,17]能够区分固体碎屑和气泡,但灵敏度较低(> 45 µm),无法区分金属和非金属颗粒,且检测区域声场的不均匀性会影响粒径估算的准确性[11,13]。DU等[18]设计了一种由超声脉冲传感器和电感式脉冲传感器组合而成的磨损颗粒传感器,能够区分检测非金属、黑色金属和有色金属颗粒。电磁型磨粒监测技术应用最广,可区分铁磁性颗粒和非铁磁性颗粒,检测效果不受气泡和水滴的影响,但通常只能测量100 µm以上的磨粒[6,19]。为了提高此类传感器的灵敏性,WU等[20]设计了一种基于微流控芯片的电磁型磨粒监测传感器,能够检测5~10 µm的小颗粒。然而微通道结构在提高传感器灵敏度的同时也限制了允许通过的流量,不利于在大型机械设备上的应用。综上所述,不同磨粒监测技术各有其优点,也存在各自的局限性。
本文基于数字全息技术设计搭建能实时在线监测润滑油磨损颗粒的实验系统。通过模拟实验对含不同粒径规格磨粒的润滑油分别进行测量,并将测量结果与激光粒度仪的离线测量结果进行比较。另外,数字全息技术作为一种三维测量技术,在测量磨粒粒径的同时还可获取其二维形貌信息,通过分析润滑油中磨粒的形貌特征,能够辅助判断齿轮箱发生的磨损类型和磨损程度,对定位异常磨损位置、研究磨损机理等具有重要意义。
1 实验装置与方法
1.1 实验装置
实验系统总体结构如图1所示,主要由数字全息光路系统和润滑油循环系统两部分组成。
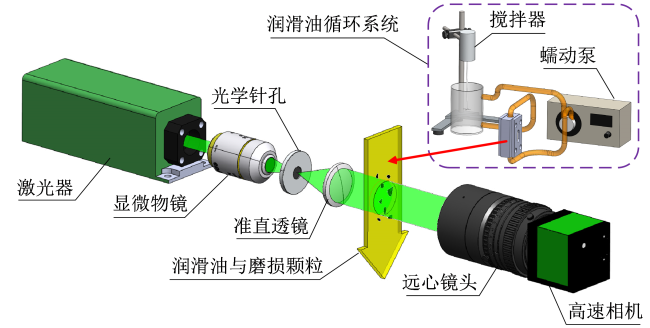
Fig. 1 Schematic of the experimental system图1 实验系统结构图 |
数字全息光路系统主要由激光器、滤波扩束准直系统、镜头和相机组成。激光器出射光首先经过由显微物镜、光学针孔组成的空间滤波器,滤掉光束中的高频噪声,提高光束质量,然后经过准直透镜扩束成平行光。平行光照射测量区域流道内的待测润滑油,润滑油中磨粒的散射光与直透光干涉形成全息图,被另一侧的高速相机记录。其中,所使用激光器由法国OXXIUS公司生产,型号为LCX-532,发射波长为532 nm的稳定激光束;CCD相机由德国BASLER公司生产,型号为acA2440-75uc,像素尺寸为3.45 μm。相机前加装了一个远心镜头,经标定实验系统实际的等效像素尺寸为1.72 μm。
润滑油循环系统主要由润滑油箱、电动搅拌器、蠕动泵和测量区域流道组成,其间采用硅胶管连接各部件。润滑油箱中装有待测润滑油样,油液中含有一定数量的磨损颗粒。实验中所用润滑油为适用于机械设备齿轮箱的320号工业齿轮油;磨损颗粒由不同细度规格的铁粉颗粒替代;润滑油的流速通过蠕动泵调节,调节范围为0.1~510 mL/min;电动搅拌器使磨损颗粒均匀分散在润滑油液中,转速调节范围为100~3 000 r/min。
1.2 实验方法
实验采用对照的方法来验证数字全息技术在监测润滑油磨损颗粒上的可行性与测量准确性。实验分为实验组和对照组,实验组由图1所示的全息测量系统测量,对照组采用激光粒度仪测量。
实验组将不同细度规格的铁粉颗粒与未使用的320号工业齿轮油以不同比例进行配比作为待测油液样本。所使用铁粉颗粒的细度规格分别为100、200、300、500和1 000目,该细度规格仅作为铁粉细度的大致参考。在待测油液样本的具体配置过程中,控制每次油液容积均为400 mL,改变加入其中的铁粉规格及质量使每组油液样本中所含磨粒的大小和浓度均不同,具体组别与配比情况见表1。
Table 1 Parameters of the experimental oil samples表1 实验组油液样本参数 |
| 使用铁粉规格/目 | 组别 | 磨粒质量浓度/(mg/mL) |
|---|---|---|
| 100 | 1-1 | 0.137 |
| 1-2 | 1.352 | |
| 200 | 2-1 | 0.164 |
| 2-2 | 0.165 | |
| 2-3 | 0.625 | |
| 2-4 | 0.787 | |
| 300 | 3-1 | 0.048 |
| 3-2 | 0.091 | |
| 3-3 | 0.138 | |
| 3-4 | 0.184 | |
| 3-5 | 0.228 | |
| 3-6 | 0.268 | |
| 3-7 | 0.313 | |
| 3-8 | 0.359 | |
| 3-9 | 0.408 | |
| 3-10 | 0.454 | |
| 500 | 4-1 | 0.016 |
| 4-2 | 0.031 | |
| 4-3 | 0.048 | |
| 4-4 | 0.063 | |
| 4-5 | 0.078 | |
| 4-6 | 0.094 | |
| 1 000 | 5-1 | 0.008 |
| 5-2 | 0.015 | |
| 5-3 | 0.020 | |
| 5-4 | 0.033 |
采用中国丹东百特公司研发的Bettersize2600型激光粒度仪(量程范围0.02~2 600 μm),分别测量100、200、300、500和1 000目铁粉的粒径分布。该组实验采用湿法测量模式,其中分散介质的不同会影响铁粉能否均匀分散在溶液里,从而影响测量准确性。通用的分散介质一般为去离子水、乙醇、甘油等[21]。本实验选择去离子水作为分散介质,六偏磷酸钠作为分散剂,其与铁粉无化学反应且无毒无害,制备好的分散系统状态稳定,铁粉颗粒无溶解或集聚现象,能够满足测量要求。
1.3 数据处理
采集到润滑油中的颗粒全息图后,需先对全息图进行一系列图像处理才能获取所需要的颗粒信息,其主要过程为去噪、小波重建、景深拓展、颗粒识别、孔隙填充等。全息图处理具体流程如图2所示。
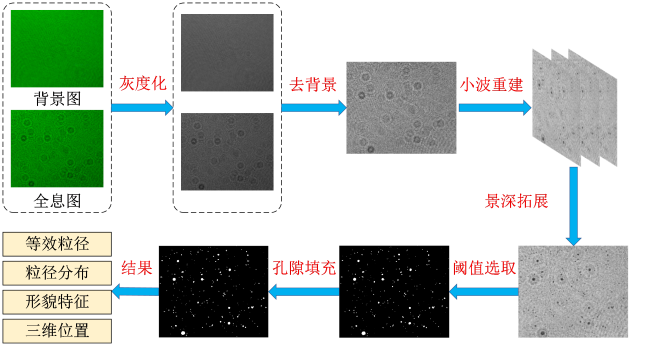
Fig. 2 Flowchart of hologram processing图2 全息图处理流程 |
1.3.1 预处理



式中:下标bd表示去噪后的全息图,or表示原始待处理全息图,bg表示空白背景全息图。
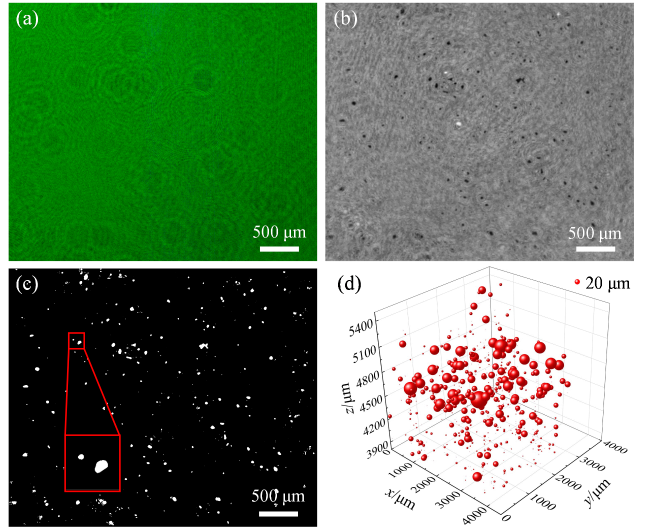
Fig. 3 (a) Raw hologram; (b) depth-of-field extended image; (c) binary image; (d) 3D distribution of wear particles in the measurement volume图3 (a)原始全息图;(b)景深拓展图;(c)二值化图像;(d)磨粒在测量体积内的三维分布 |
1.3.2 全息重建

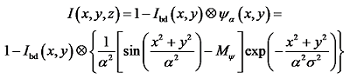
式中:  为去噪后全息图的强度分布,
为去噪后全息图的强度分布,  为校正的小波函数;
为校正的小波函数;  为尺度参数;
为尺度参数;  为窗函数的带宽因子。调零参数
为窗函数的带宽因子。调零参数  ,使得
,使得  平均值为零。采用上述重建方法,可获得一系列不同深度的重建图像。
平均值为零。采用上述重建方法,可获得一系列不同深度的重建图像。
为去噪后全息图的强度分布, 为校正的小波函数; 为尺度参数; 为窗函数的带宽因子。调零参数 ,使得 平均值为零。采用上述重建方法,可获得一系列不同深度的重建图像。1.3.3 景深拓展
1.3.4 二值化


式中:下标th表示设定的阈值,efi表示景深拓展图,bw表示二值化结果。
1.3.5 颗粒信息获取
通过计算机图像处理技术可以将二值化图像进行孔隙填充,计算颗粒等效粒径,统计粒径分布,定位颗粒三维位置,如图3(d)所示,获取颗粒形貌特征参数等。
对于磨粒等效粒径的表征,本文采用等效面积圆直径来进行计算,其计算公式为:

式中:  为颗粒图像的面积,通过颗粒占据的像素点数目来求取。
为颗粒图像的面积,通过颗粒占据的像素点数目来求取。
为颗粒图像的面积,通过颗粒占据的像素点数目来求取。2 实验结果与分析
2.1 粒度分布测量结果比较
通过图像处理算法对所有全息图完成处理后,依据测量方法和使用的铁粉规格不同,分组统计所有有效颗粒。根据各组颗粒的等效粒径,以体积分布绘制了实验组、对照组的粒度累积分布曲线,结果如图4所示。
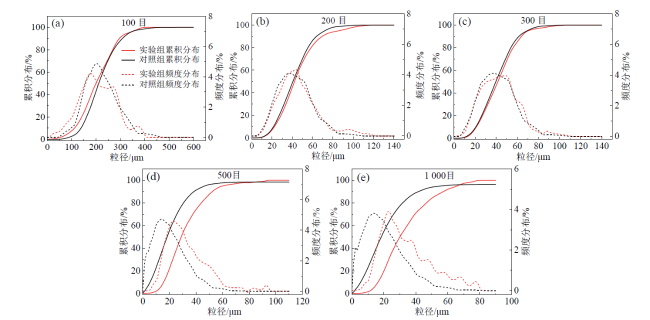
Fig. 4 Comparison of particle size distributions measured by holographic method and laser particle size analyzer图4 全息测量与激光粒度仪测量的粒度分布对比 |
为了更好地比较两种测量系统在粒径测量结果上的差异,引入颗粒粒径分析中典型的指标Dv50来进行分析。Dv50是指样品的累计粒度分布百分数达到50%时所对应的粒径,也被称为中位径或中值粒径,可以用来表示粉体的平均粒度。分别对实验组和对照组的数据计算中位径Dv50,结果见表2。
Table 2 Median diameter Dv50 and error analysis表2 中位径Dv50及误差分析 |
| 组别 | 实验组Dv50/μm | 对照组Dv50/μm | 绝对误差/ μm | 相对误差/ % |
|---|---|---|---|---|
| 100目 | 199.69 | 211.40 | 11.71 | 5.54 |
| 200目 | 42.12 | 40.55 | 1.57 | 3.87 |
| 300目 | 41.65 | 39.75 | 1.90 | 4.78 |
| 500目 | 28.95 | 18.36 | 10.59 | 57.68 |
| 1 000目 | 30.04 | 18.39 | 11.65 | 63.34 |
从表2中可以看出,在测量500目和1 000目铁粉时,实验组与对照组的Dv50误差较大,绝对误差分别为10.59 μm和11.65 μm,相对误差分别达到了57.68%和63.34%。该误差的产生一方面可能是由于激光粒度仪对小颗粒(0~20 μm)占比的高估。有研究表明[26],分别采用筛分法和光散射法测量煤粉粒度,在小粒径(< 20 μm)范围内激光粒度仪会高估小颗粒的占比,造成整体测量结果偏细。而另一方面由于系统分辨率的限制,图像法在数据处理的过程中容易产生误差。本实验中,实验组系统拍摄到的图像的单位像素尺寸为1.72 μm,而经过图像识别后颗粒的整体像素点数目会受到成像质量以及亮度阈值选取的影响,从而引入误差。针对小颗粒而言,由于原本所占的像素点较少,则更容易把误差放大化。
整体而言,基于数字全息技术搭建的润滑油磨粒监测系统能够覆盖磨粒监测需求的粒径测量范围并具有良好的测量准确性。虽然对小颗粒的测量存在一定的误差,但考虑到0~20 μm范围内的小颗粒基本属于润滑油中的正常磨损颗粒。针对风力发电机组齿轮箱润滑油磨损颗粒的监测重点在于对较大异常磨损颗粒的准确识别,小颗粒的测量误差对测量系统整体的功能实现影响不大。因此,基于数字全息技术的润滑油磨粒监测方法在磨粒在线监测领域依然具有相当广阔的应用前景。
2.2 磨粒浓度影响分析
在风电齿轮箱润滑油磨粒监测的过程中,润滑油中含有的磨粒数量会随着风电机组的运行时间逐渐增多。磨粒浓度的改变是否会对全息测量的准确性产生影响是一项值得探究的内容。
以测量300目规格铁粉的实验组为例,共计10组,每组油液的磨粒浓度逐渐增加,具体配比情况已在表1中列出。其中,颗粒浓度较低的3-1实验组待测油液样本的磨粒质量浓度约为0.048 mg/mL,颗粒浓度较高的3-10实验组待测油液样本的磨粒质量浓度约为0.454 mg/mL,两者的磨粒质量浓度相差近10倍。
分别统计实验组3-1组和3-10组的磨粒粒径分布情况,以体积分布绘制成粒度累积分布曲线,如图5所示,两者的粒度累积分布曲线形态接近。针对该两组实验的数据,分别计算其Dv50,得到3-1、3-10实验组的Dv50分别为40.71、40.43 μm,两者结果同样相近。结果初步表明,全息测量系统在较低磨粒浓度下测得的磨粒粒径结果与在较高磨粒浓度下测得的结果基本一致。
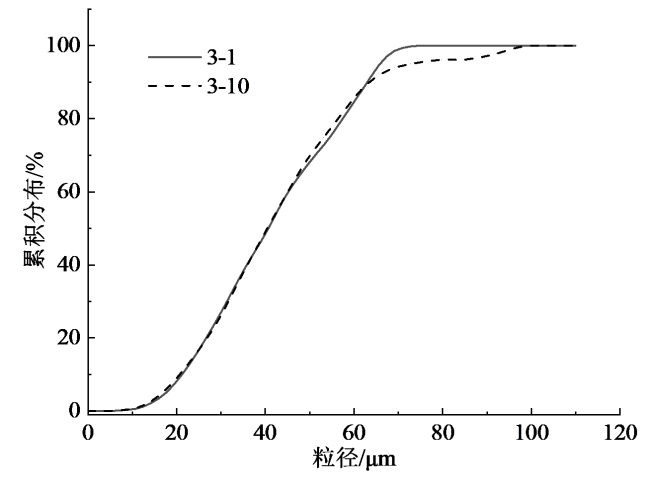
Fig. 5 Comparison of cumulative particle size distribution curves between the sample 3-1 and 3-10图5 实验组3-1和3-10粒径累积分布曲线对比 |
考虑到300目铁粉本身存在一定的粒度分布差异,每次取样可能存在一定的粒度偏差,因此对相近磨粒浓度的油液进行了平行实验,其结果见表3。其中,第一组平行实验中的第三次实验所测得的Dv10、Dv50和Dv90指标均略小于其他两次实验,第二组平行实验中的第一次实验测得的Dv90指标也略微偏小。这证实了相同磨粒浓度下,不同次取样的铁粉存在一定的粒度差异,会导致最终测量结果相近但不完全相同。
Table 3 Results of parallel experiments of 300 mesh iron powder under similar wear particle concentration表3 相近磨粒浓度下300目铁粉平行实验测量结果 |
| 实验组号 | 实验次数 | 磨粒质量浓度/ (mg/mL) | Dv10/μm | Dv50/μm | Dv90/μm |
|---|---|---|---|---|---|
| 1 | 1 | 0.187 | 19.83 | 38.57 | 59.90 |
| 2 | 0.180 | 21.92 | 39.20 | 59.00 | |
| 3 | 0.186 | 17.30 | 36.13 | 56.15 | |
| 2 | 1 | 0.313 | 19.24 | 37.20 | 56.18 |
| 2 | 0.308 | 18.86 | 37.02 | 60.91 | |
| 3 | 0.311 | 19.25 | 38.93 | 61.21 |
对测量300目规格铁粉的10个实验组分别计算Dv10、Dv50和Dv90三个特征粒径指标,如图6所示。10组实验所测得三个特征指标虽由于铁粉取样偏差有所差异,但基本保持在一个相近的范围内,随着磨粒浓度的增加并没有出现趋势性的变化。实验表明,在润滑油的磨粒浓度适用全息测量方法的前提下,润滑油中磨粒浓度的改变对粒径测量结果的影响不大。
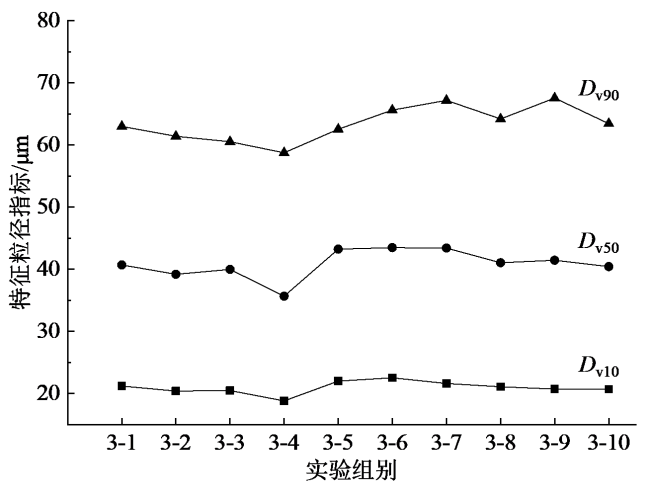
Fig. 6 Characteristic particle size variation diagram of samples 3-1 to 3-10图6 实验组3-1至3-10特征粒径变化图 |
2.3 磨粒形貌特征分析
数字全息技术除了能够在线监测风力发电机齿轮箱润滑油磨粒的粒径,还能够观测磨粒的形貌。磨粒的形貌特征对判断磨损类型、分析磨损机理等具有重要意义。例如,正常滑动磨粒通常呈圆形或椭圆形,表面较为光滑,而严重滑动磨粒则通常呈多边形或不规则形状,表面存在明显的切削痕迹。
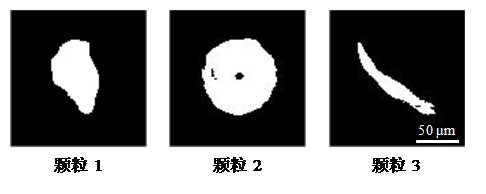
Fig. 7 Morphology of wear particles图7 磨粒形貌 |
Table 4 Analysis of wear particle morphology characteristic parameters表4 磨粒形貌特征参数分析结果 |
| 磨粒 | 面积/μm2 | 长轴/μm | 短轴/μm | 圆形度 |
|---|---|---|---|---|
| 颗粒1 | 3 769.00 | 91.98 | 54.38 | 0.81 |
| 颗粒2 | 6 943.36 | 95.59 | 92.70 | 0.96 |
| 颗粒3 | 1 778.00 | 135.92 | 22.04 | 0.26 |
由于实验中润滑油里的磨损颗粒实际为不同细度规格的铁粉颗粒,并不是典型的磨损颗粒。目前难以通过磨粒的形貌特征对磨粒的磨损类型进行识别判断。后续对于实际的润滑油磨损颗粒可以采用相同的形貌分析方法,提取其形貌特征参数,结合神经网络、深度学习等算法来判断颗粒的磨损类型,从而辅助判断齿轮箱的磨损程度、磨损部位等。
3 结论
设计搭建了基于数字全息技术的风力发电机组齿轮箱润滑油磨损颗粒在线监测系统,对含不同粒度规格、不同浓度铁粉颗粒的润滑油样本进行了测量,并将测量结果与激光粒度仪的测量结果进行对照,主要结论如下:
(1)搭建的全息测量系统对于较大磨损颗粒(> 20 μm)的测量与激光粒度仪的测量结果一致性较好,其中位径Dv50测量误差小于6%;对0~20 μm的小颗粒测量误差较大,但对实际异常磨损颗粒的监测影响不大。
(2)在颗粒浓度处于适用全息测量方法的前提下,润滑油中磨粒的浓度变化对粒径测量结果的准确性影响不大。
(3)数字全息测量技术能同步获取磨粒二维形貌信息,在磨粒材质识别、磨损类型区分、磨损机理分析、磨损部位定位等方面具有进一步研究的价值。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}