

0 引言
1 材料与方法
1.1 实验样品
表1 叶片样品的工业分析(干燥基)Table 1 Proximate and ultimate analysis of blade sample (dry basis) |
| 组分 | 含量/% |
|---|---|
| 灰分 | 83.34 |
| 挥发分 | 15.55 |
| 固定碳 | 1.11 |
1.2 热重实验及纤维性能测试
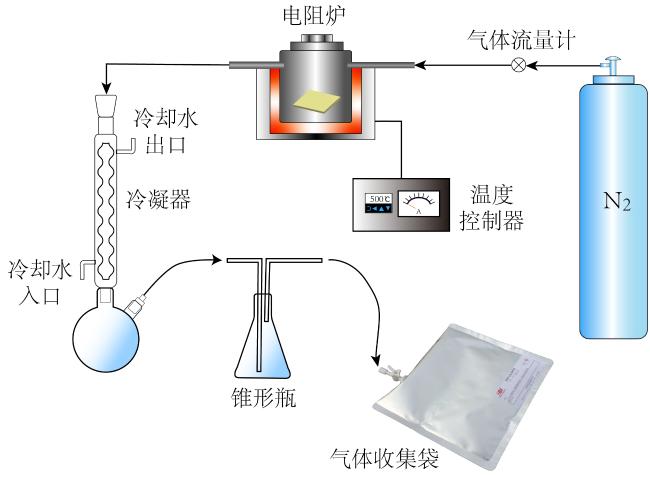
1.3 热解及脱碳实验
1.4 Box-Behnken实验设计
表2 编码值和水平Table 2 Coding value and level |
| 因素 | 编码值和水平 | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| 脱碳温度/℃ | 400 | 500 | 600 |
| 保温时间/min | 30 | 45 | 60 |
| 升温速率/(℃/min) | 5 | 10 | 15 |
1.5 氧化反应动力学参数计算
2 结果与讨论
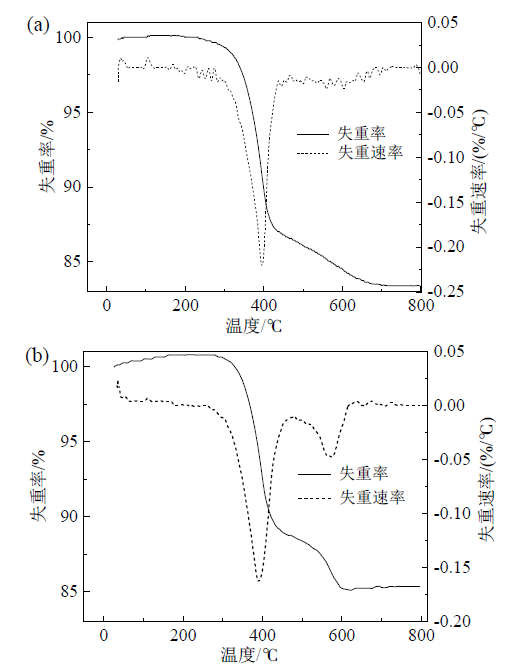
2.1 风机叶片热解规律
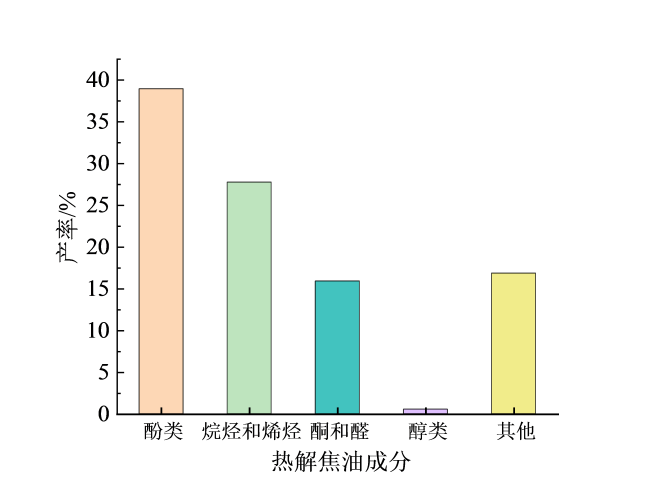
2.2 热解产物分析
表3 热解气体组分Table 3 Composition of the thermolytically produced gases |
| 气体 | 体积分数/% |
|---|---|
| H2 | 38.44 |
| CO2 | 25.71 |
| CH4 | 12.98 |
| CO | 12.84 |
| C2H4 | 3.86 |
| C3H6 | 2.56 |
| C3H4 | 1.29 |
| C2H6 | 1.29 |
| C3H8 | 0.64 |
| C2H2 | 0.40 |
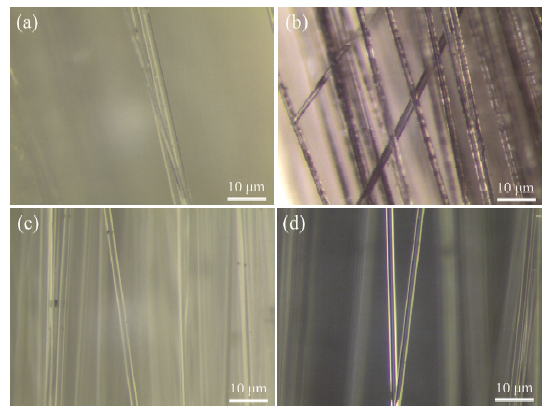
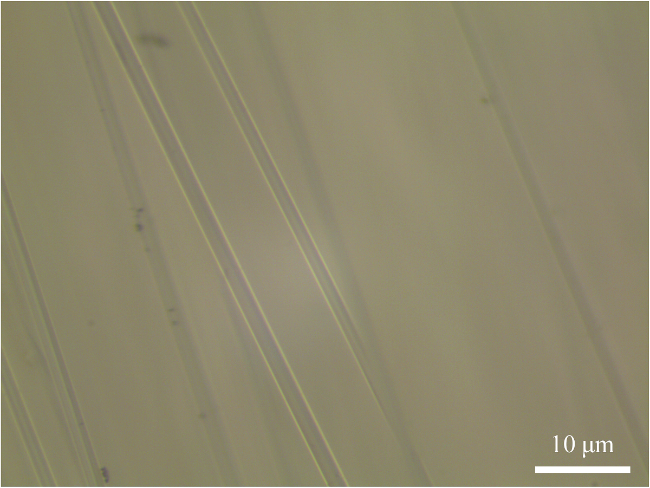
2.3 纤维表面观察
2.4 响应方程的建立
表4 响应曲面试验结果Table 4 Response surface test results |
| 序号 | 脱碳温度/℃ | 保温时间/min | 升温速率/(℃/min) | 最大荷重/N |
|---|---|---|---|---|
| 1 | 400 | 30 | 10 | 18.21 |
| 2 | 400 | 45 | 5 | 15.82 |
| 3 | 400 | 45 | 15 | 17.92 |
| 4 | 400 | 60 | 10 | 16.60 |
| 5 | 500 | 30 | 5 | 15.11 |
| 6 | 500 | 30 | 15 | 16.20 |
| 7 | 500 | 45 | 10 | 18.80 |
| 8 | 500 | 45 | 10 | 19.20 |
| 9 | 500 | 45 | 10 | 19.33 |
| 10 | 500 | 60 | 5 | 13.23 |
| 11 | 500 | 60 | 15 | 16.76 |
| 12 | 600 | 30 | 10 | 14.99 |
| 13 | 600 | 45 | 5 | 13.16 |
| 14 | 600 | 45 | 15 | 14.66 |
| 15 | 600 | 60 | 10 | 13.67 |
表6 回归模型的方差分析Table 6 Variance analysis for regression model |
| 来源 | 平方和 | 均方和 | F | p |
|---|---|---|---|---|
| 模型 | 62.02 | 6.89 | 56.18 | 0.000 2 |
| x1 | 18.21 | 18.21 | 148.47 | < 0.000 1 |
| x2 | 2.26 | 2.26 | 18.41 | 0.007 8 |
| x3 | 8.45 | 8.45 | 68.86 | 0.000 4 |
| x1x2 | 0.02 | 0.02 | 0.17 | 0.696 0 |
| x1x3 | 0.09 | 0.09 | 0.73 | 0.430 8 |
| x2x3 | 1.49 | 1.49 | 12.13 | 0.017 6 |
| $x_{1}^{2}$ | 9.32 | 9.32 | 75.98 | 0.000 3 |
| $x_{2}^{2}$ | 10.10 | 10.10 | 82.33 | 0.000 3 |
| $x_{3}^{2}$ | 16.77 | 16.77 | 136.74 | < 0.000 1 |
| 残差 | 0.61 | 0.12 | — | — |
| 失拟项 | 0.46 | 0.15 | 2.01 | 0.349 0 |
| 纯误差 | 0.15 | 0.08 | — | — |
| 总误差 | 62.62 | — | — | — |
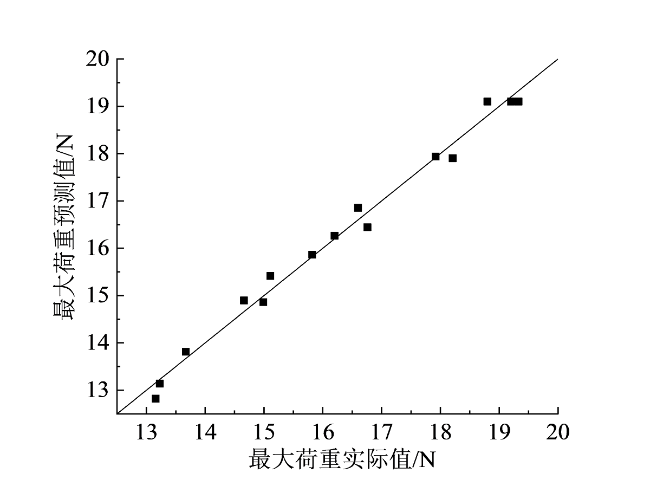
2.5 响应曲面的分析与模型的验证
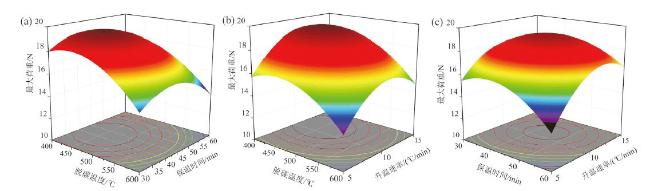
图6 不同因子对回收纤维最大荷重影响的响应曲面图:(a)脱碳温度和保温时间对最大荷重的影响;(b)脱碳温度和升温速率对最大荷重的影响;(c)保温时间和升温速率对最大荷重的影响Fig. 6 The response surface diagram of the effects of different factors on the maximum load of recovered fibers: (a) the effect of decarburization temperature and holding time on the maximum load; (b) the effect of decarburization temperature and heating rate on the maximum load; (c) the influence of holding time and heating rate on the maximum load |
2.6 氧化脱碳反应动力学分析
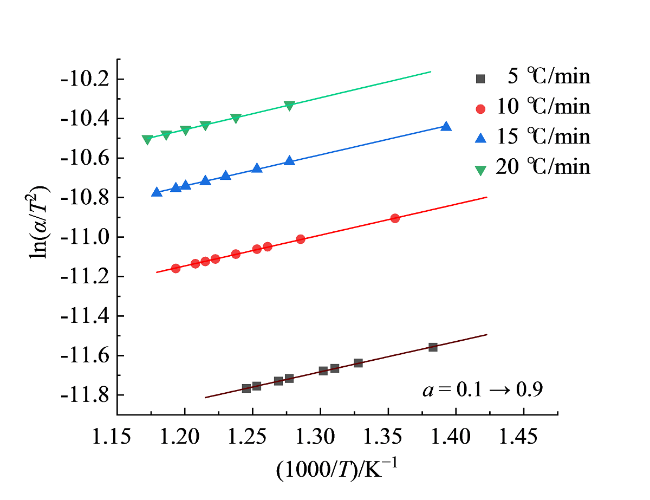
图8 DAEM法拟合的ln(α/T2) ~ 1000/T关系曲线Fig. 8 Plot of ln(α/T2) versus 1000/T according to DAEM method |
表7 不同转化率下的活化能和指前因子Table 7 Activation energy and pre-exponential factor at different conversion rates |
| a | E/(kJ/mol) | A/min−1 | r2 |
|---|---|---|---|
| 0.1 | 103.393 | 1.5 × 103 | 0.961 |
| 0.2 | 122.257 | 2.2 × 104 | 0.885 |
| 0.3 | 126.974 | 4.1 × 104 | 0.853 |
| 0.4 | 111.926 | 3.6 × 103 | 0.294 |
| 0.5 | 191.993 | 6.8 × 108 | 0.743 |
| 0.6 | 165.638 | 8.1 × 106 | 0.848 |
| 0.7 | 132.541 | 4.1 × 104 | 0.889 |
| 0.8 | 149.538 | 4.5 × 105 | 0.956 |
| 0.9 | 133.639 | 3.2 × 104 | 0.939 |
| 平均值 | 137.544 | 7.7 × 107 | − |
2.7 热解及脱碳能耗分析
表8 风电叶片热解系统能量平衡分析Table 8 Energy balance for waste wind blade pyrolysis system |
| 能量需求/(kJ/kg) | 可利用能量/(kJ/kg) | ||||
|---|---|---|---|---|---|
| Q1 | Q2 | 合计 | Q3 | Q4 | 合计 |
| 588.05 | 2 045.00 | 2 633.05 | 2 732.46 | 454.61 | 3 187.07 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}