

0 引言
近十年,中国经济的迅猛发展导致了源于农业、工业、城市的有机固体废弃物产量急剧增加。这些多源有机固废产量大、存量多,据统计我国每年产生有机固废超40亿吨,居全球首位[1-2]。有机固废兼具资源、污染的双重属性,在蕴含较高碳氢资源的同时不可避免带来环境污染。目前,其整体的资源化利用水平较低,多以焚烧、填埋为主。前者虽能达到较高的减容率,但焚烧过程中会释放有毒有害的二噁英以及被视为危险废弃物的飞灰,若后续末端处置不当,会对环境造成更严重的影响。而后者则侵占土地,同样存在污染环境的风险。可见,在可持续发展与建设生态文明的背景下,以先进的方式对这些庞大的有机固废进行减量化、无害化、资源化处置,是推进我国减污降碳和无废城市建设的重要机遇和挑战。
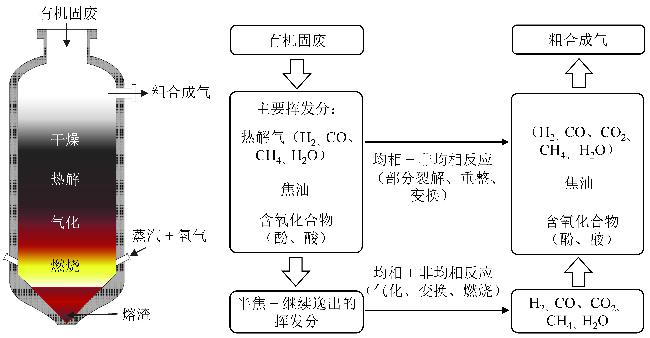
气化作为实现循环经济的首选技术,可发挥有机固废“碳中性”和“资源性”的双重优势。相较于传统的燃烧方法,气化技术能够将含有碳氢资源的有机固废进行热化学转化,产生以CO和H2为主的可燃气体,并且这些气体可用于下游化工产品或能源的生产;整个气化过程在还原气氛下进行,从源头上有效抑制了二噁英的生成。气化直熔技术(图1)同时结合了垃圾气化技术和灰渣熔融技术的优点,实现了有机固废中有机组分和无机组分的同步处理,在回收碳氢资源的同时,将无机灰渣熔融,形成包裹重金属且无渗滤性的玻璃体,极大限度减小了飞灰、重金属的污染,具有高减容和低污染的显著优势,被认为是新一代可替代垃圾焚烧、最具潜力的处理技术。垃圾分类回收政策实施以及垃圾成型技术的发展,进一步为有机固废的气化熔融处置提供坚实的基础。目前,以美国Sierra Energy公司的FastOx技术、英国British Gas与德国Lurgi公司共同开发的BGL熔渣气化技术[3]和日本Nippon Steel高炉型气化熔融技术[4]为代表的气化直熔系统已进行工业化试运行。
然而,进行气化工艺的设计与试验成本高昂,即使是运行中试规模的装置也是如此[5]。尤其是针对具有异质性的有机固废,进料的差异可能导致每个项目是具体的、特殊的。工艺流程模拟可用较少的投入来帮助工艺开发和优化反应器设计,进而在中试开展以及商业化的推广方面产生有益的作用。
李良钰等[6]提出一种可应用于超低挥发分燃料的直接气化熔融系统,并利用过程模拟考察了蒸汽−氧气氛围下,氧气当量比、蒸氧比、原料含水率、水冷夹套散热对系统性能的影响,最终的模拟结果与中试数据相吻合,所构建的仿真模型探索并拓宽了超低挥发分燃料的应用前景。WANG等[7]提出针对城市固体废弃物(municipal solid waste, MSW)的蒸汽气化产氢和灰熔融的工艺流程,模拟发现39.8%(摩尔分数)的氢气需要返回气化炉内参与燃烧,来保证整体的自热运行,并建议蒸汽/原料比在0.6 ~ 1.0之间,气化温度在850 ~ 1 000 ℃之间以维持一个较高的净H2产率。MEHDI等[8]模拟了MSW的水蒸气气化,根据模拟结果发现提高气化温度、降低空气/MSW比例以及降低蒸汽供应有利于H2的生成,并指出MSW是生产合成气的可替代原料,这为以气化方式处置有机固废提供了重要参考。MEHRPOOYA等[9]基于吉布斯自由能最小准则,辅以平衡限制进行校准,以模拟的方式系统研究了多源生物质的气化特性,得出不同生物质的产氢效率。可见,通过数学模型对化工过程中的物理化学行为进行模拟,不仅可以避免高成本的中试试验,还能为具体工艺提供详尽的分析和关键信息,从而为后续工艺的开发与优化奠定必要的基础。
虽然在气化工艺模拟方面已有一定的研究进展,但是针对有机固废,特别是垃圾衍生燃料(refuse derived fuel, RDF)的研究较少且存在不足。在研究中并未充分考虑到这类固废的高挥发分(60% ~ 85%)、高灰分(7% ~ 30%)和低固定碳(4% ~ 20%)的特点。而挥发分组成与含量直接影响热解阶段产物分布、总量以及后续半焦的气化。先前的研究将热解过程简化为瞬间完成的独立阶段,根据元素守恒将热解产物规定为气体和固体碳,并全部参与气化反应或是直接作为部分粗合成气组成[10-12],这显然与实际不相符;在工艺流程建模方面,有机固废的建模过程沿用煤气化的相关处理及假设,并且研究一般集中在操作参数对气化性能的影响方面,而对工艺的优化过程研究不够深入。对于任一气化过程而言,优化工艺在获得高质量合成气、维持设备稳定运行方面起着至关重要的作用。可见,严谨地构建适用于有机固废的气化直熔模型用于过程预测及优化,得到设备运行的最佳操作区间,对于以气化直熔方式处理有机固废工艺的开发和反应器的设计都将产生积极的作用。
本文从实际成型RDF原料出发,经实验获得原料基础物化参数和热解产物分布等数据,作为模型基础输入。在全面考虑焦油生成、部分挥发分的均相及非均相反应、半焦的气化行为以及层燃规律后,构建了稳态水蒸气气化直熔模型,确保其能够准确预测实际工艺运行中的关键参数。采用响应曲面方法(response surface methodology, RSM)分析气化工艺关键参数之间的协同效应,进行多目标优化,得到有机固废气化直熔的最佳操作区间。
1 气化直熔工艺及模型
1.1 模型假设及其相关描述
采用气固两相逆流接触的上吸式固定床反应器(图2),以RDF为原料、氧气−蒸汽作为气化剂。成型RDF由反应器上部进入,在重力作用下向下移动,首先被上升的携带大量热量的燃气所干燥。干燥的物料温度持续升高,继而向下运动并发生热解,脱除的挥发分一部分成为燃气的组成部分,一部分则进行复杂的均相和非均相反应。热解后形成的半焦进入还原区进行气化反应,而未反应完全的半焦在氧气的作用下剧烈燃烧。此时,反应器温度迅速升高,将RDF中的灰渣熔融,并为气体的升温以及气化/热解等吸热过程提供热量。熔化的灰渣经激冷后形成包裹重金属的玻璃体,排出反应器。整个工艺过程实现了对RDF中有机组分与无机组分的同步处理。
在对气化直熔工艺的模拟中,分别对干燥、热解、气化和燃烧过程进行建模,由其整体模型来表示完整的工艺流程。模拟过程中采用的基本假设如下:①在低压下进行稳态过程,并以最小吉布斯自由能为判据;②模型忽略粗合成气出口可能带来的碳损失,且灰渣不参与反应;③干燥后的物料不含水分;④热解产物基于热解气体组成、热解前后物料的元素分析等实验数据计算,并将焦油简化表示为C6H6;部分热解产物参与后续气化燃烧阶段,以此模拟热解与后续过程的交叉;⑤模拟中未考虑污染物的生成,如HCl、NH3、H2S、COS等。
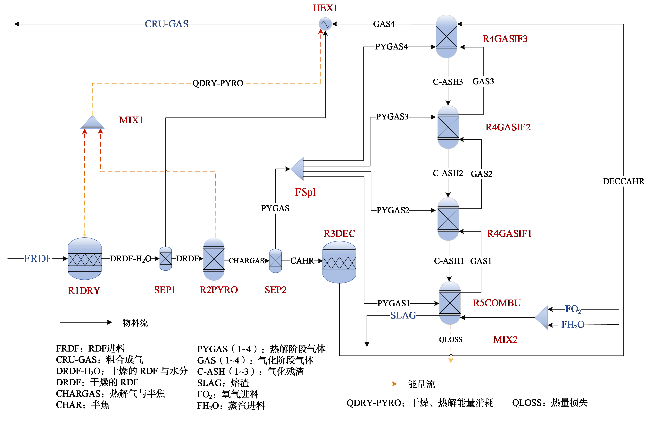
表1列出了流程建模主要使用的7种模块和对应单元操作的功能。根据工业分析及其元素分析将RDF定义为非常规组分,其中燃烧热、标准生成热和热容的计算分别采用Dulong关联式、基于燃烧热的关联式和Kirov关联式[13]。常规组分的热力学模型和计算方法采用RK-SOAVE立方型状态方程[6]。具体工艺流程如图3所示,干燥阶段温度设定为200 ℃,过程中蒸发的水分由RDF的空气干燥基含水量决定;而物料的热解过程(温度设定为600 ℃),则以实验数据为基础,通过内嵌Fortran语句计算元素守恒;热解生成的半焦为非常规组分,必须经过一个RStoic反应器将其离解为单质后,以最小自由能为判据进行后续的还原、氧化反应。RDF的热化学转化过程是整个工艺的核心部分,挥发分的析出、重整、裂解、部分氧化、燃烧和半焦的气化燃烧等反应存在交叉,极大影响气化熔融行为。为逼近实际情况,以4个串联RGibbs反应器(R4GASIF1~3和R5COMBU)模拟燃料层内发生的复杂均相、非均相反应。R5COMBU用于模拟燃烧和熔融阶段,R4GASIF1~3则用于模拟RDF半焦的气化。通过控制输入富氧空气(摩尔浓度为94%)的流量,调整反应器的温度。根据已有文献报道的焦油含量[14](运行良好的上吸式固定床得到的粗合成气中的焦油主要是含有一个苯环的初级焦油,且平均含量为10 ~ 100 g/m3)和固体燃料在固定床内的燃烧规律[15](燃烧层温度达到最大时氧气浓度降至3% ~ 5%),应用设计规定工艺流程工具,将上述焦油浓度和氧气浓度作为样本变量,以热解挥发分分流比例、未反应半焦分率为操纵变量,实现挥发分和半焦在气化、燃烧阶段的部分再分配以契合实际固定床气化规律。为实现气化直熔工艺的自热运行,需要对能量进行仔细审查。整个过程假设热量的损失为物料总热值的5%,由换热器HEX1来计算自热运行后出口粗合成气所能达到的温度,并认为大于干燥温度,即达到200 ℃以上是合理的。
表1 流程模拟主要单元操作及对应模块的功能Table 1 Main unit operations and corresponding modules of process simulation |
| 单元操作 | 模块选择 | 对应名称 | 功能 |
|---|---|---|---|
| 干燥 | RStoic | R1DRY | 基于工业分析模拟RDF的干燥 |
| 热解 | RYield | R2PYRO | 基于实验数据模拟RDF的热解 |
| 元素分解 | RStoic | R3DEC | 将非常规组分转化为可参与后续气化、燃烧的常规组分 |
| 气化 | RGibbs | R4GASIF1~3 | 模拟半焦Boudouard反应、水蒸气气化反应以及部分热解挥发分的交互作用 |
| 燃烧 | RGibbs | R5COMBU | 模拟剩余半焦的燃烧 |
| 分离 | SEP | SEP1、SEP2 | 实现气、固两相产物分离 |
| 混合 | Mixer | MIX1、MIX2 | 热流、物流混合 |
| 分流 | FSplit | FSpl | 热解挥发分的再分配 |
| 换热 | Heater | HEX1 | 整个气化熔融过程的热平衡 |
1.2 模型验证
本模型为低压(0.1 MPa)气化,RDF进料流量为4 160 kg/h,其工业分析及元素分析见表2。氧气−蒸汽的入炉温度及压力分为371 ℃和0.5 MPa。
表2 RDF的工业分析及元素分析Table 2 Proximate and ultimate analysis of RDF |
| 工业分析/% | 元素分析/% | HHVad/(MJ/kg) | LHVad/(MJ/kg) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mad | FCd | Vd | Ad | Cd | Hd | Nd | Sd | Od | |||
| 2.34 | 7.89 | 72.30 | 19.81 | 57.22 | 5.55 | 1.58 | 0.69 | 15.15 | 24.50 | 23.21 | |
注:M、FC、V、A、HHV、LHV分别代表原料的水分、固定碳、挥发分、灰分、高位热值和低位热值;下标ad指空气干燥基,d指干燥基。 |
为验证构建的RDF气化直熔模型的准确性,与德国SVZ Schwarze Pumpe 工厂使用直径为3.6 m的BGL熔渣气化炉的试运行数据进行对比[16-17](表3),BGL气化炉使用45% RDF、10%塑料废物、10%木头和10%焦油污泥颗粒,其余为25%的硬煤。通过对比可见,在与BGL气化炉相类似的高温气化条件下(最高气化温度为1 613 ℃,满足灰熔融要求),关键产物的模拟值与实际相接近,模拟焦油含量为29.0 g/m3,符合上吸式固定床气化的一般规律[14],此时的碳转化率为90.12%。值得注意的是,模拟使用的蒸汽不足BGL工艺的一半,这是由于模型中使用100%的RDF,含有更少的固定碳,导致有限的水煤气反应,消耗更少的蒸汽。同样,气化原料固定碳的差异也导致了模拟得到的有效气产量(CO + H2)低于BGL熔渣气化的实际数据。而模拟结果中CH4含量为7.37%,相较于工业案例有较大的差异,这主要是由于RDF具有较高挥发分,热解阶段产生更多的CH4[18],以及热力学平衡假设导致更彻底的甲烷化反应。但总体而言,模拟的结果与实际工业运行数据基本吻合。
表3 模拟结果与工业试运行结果对比Table 3 Comparison of simulation results with pilot test outcomes |
| 工艺 | CO2/% | CO/% | H2/% | CH4/% | 蒸汽消耗a/kg | 氧气消耗a/m3 | 燃料消耗a/kg |
|---|---|---|---|---|---|---|---|
| BGL熔渣气化[16] | 3.46 | 54.96 | 31.54 | 4.54 | 200 | 230 | 520 |
| 气化直熔模拟 | 3.47 | 53.96 | 31.95 | 7.37 | 98 | 233 | 906 |
注:a每生成1 000 m3有效气(CO + H2)。 |
2 气化直熔工艺评价指标及过程优化
2.1 气化直熔工艺评价指标
气化直熔过程的评价指标以及相关计算公式如下。
平均气化温度(${{T}_{\text{a}}}$,℃)
${{T}_{\text{a}}}=\frac{1}{3}\sum\limits_{i=1}^{3}{{{T}_{i}}}$
式中:Ti为三个串联反应器(R4GASIF)的温度,℃。
蒸汽分解率(${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$, %)
${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}=\frac{{{F}_{{{\text{H}}_{\text{2}}}\text{O, in}}}-{{F}_{{{\text{H}}_{\text{2}}}\text{O, out}}}+{{F}_{{{\text{H}}_{\text{2}}}\text{O, dry}}}}{{{F}_{{{\text{H}}_{\text{2}}}\text{O, in}}}}\times 100%$
式中:${{F}_{{{\text{H}}_{\text{2}}}\text{O, in}}}$、${{F}_{{{\text{H}}_{\text{2}}}\text{O, out}}}$、${{F}_{{{\text{H}}_{\text{2}}}\text{O, dry}}}$分别为输入蒸汽质量流量、粗合成气中水的质量流量和干燥阶段产生的水的质量流量,kg/h。
有效气产量(${{V}_{\text{eff}}}$,m3/h)
${{V}_{\text{eff}}}=\left( {{\varphi }_{\text{CO}}}+{{\varphi }_{{{\text{H}}_{\text{2}}}}} \right)\times V$
式中:V、${{\varphi }_{\text{CO}}}$和${{\varphi }_{{{\text{H}}_{2}}}}$分别为标况下的粗合成气总体积流量(m3/h)和CO、H2的摩尔分数。
粗合成气低位热值(${{Q}_{\text{LHV}}}$,MJ/m3)
$\begin{align} & {{Q}_{\text{LHV}}}={{Q}_{\text{CO}}}\times {{\varphi }_{\text{CO}}}+{{Q}_{{{\text{H}}_{\text{2}}}}}\times {{\varphi }_{{{\text{H}}_{\text{2}}}}}+ \\ & {{Q}_{\text{C}{{\text{H}}_{\text{4}}}}}\times {{\varphi }_{\text{C}{{\text{H}}_{\text{4}}}}}\text{+}{{Q}_{\text{tar}}}\times {{\varphi }_{\text{tar}}} \end{align}$
式中:${{Q}_{\text{CO}}}$、${{Q}_{{{\text{H}}_{\text{2}}}}}$、${{Q}_{\text{C}{{\text{H}}_{\text{4}}}}}$、${{Q}_{\text{tar}}}$为相应组分的低位热值,分别为12.64、10.80、35.80、140.00 MJ/m3;${{\varphi }_{\text{C}{{\text{H}}_{\text{4}}}}}$与${{\varphi }_{\text{tar}}}$分别为CH4和焦油的摩尔分数。
冷煤气效率(${{\eta }_{\text{CGE}}}$,%)
${{\eta }_{\text{CGE}}}=\frac{{{Q}_{\text{LHV}}}\times V}{{{Q}_{\text{RDF}}}\times {{F}_{\text{RDF}}}}\times 100%$
式中:${{Q}_{\text{RDF}}}$、${{F}_{\text{RDF}}}$分别为RDF的低位热值(MJ/kg)和质量流量(kg/h)。
氧气当量比(${{\lambda }_{{{\text{O}}_{2}}}}$)
${{\lambda }_{{{\text{O}}_{\text{2}}}}}=\frac{{{m}_{{{\text{O}}_{\text{2}}}}}_{\text{,in}}}{{{m}_{{{\text{O}}_{\text{2}}}}}_{\text{,st}}}$
式中:${{m}_{{{\text{O}}_{\text{2}}}}}_{\text{,in}}$为系统实际输入的氧气摩尔流量(kmol/h);${{m}_{{{\text{O}}_{\text{2}}}\text{,st}}}$表示完全燃烧时所需要的氧气摩尔流量(259.08 kmol/h)。
蒸汽/RDF比(R)
$R=\frac{{{F}_{{{\text{H}}_{\text{2}}}\text{O,in}}}}{{{F}_{\text{RDF}}}}$
碳转化率(${{\eta }_{\text{C}}}$, %)
${{\eta }_{\text{C}}}=\frac{12\times V\times \left( {{\varphi }_{\text{CO}}}+{{\varphi }_{\text{C}{{\text{O}}_{\text{2}}}}}+{{\varphi }_{\text{C}{{\text{H}}_{\text{4}}}}} \right)}{22.4\times {{F}_{\text{RDF}}}\times \left( 1-{{M}_{\text{ad}}} \right)\times {{C}_{\text{d}}}}\times 100%$
式中:Mad为RDF的空气干燥基含水量,%;Cd为RDF的干基碳含量,%。
2.2 气化直熔工艺的多目标优化
响应曲面是一种广泛应用于设计、优化现有工程系统的高级实验设计(design of experiments, DOE)技术,广泛应用于生物、化学工业、材料科学等领域。通过对设计的实验进行统计分析,回归建立重要的响应变量与多个输入因子之间函数关系的合理逼近式,即构建如下的数学模型[19]:
$r={{\beta }_{0}}+\sum\limits_{i=1}^{k}{{{\beta }_{i}}{{x}_{i}}+}\sum\limits_{i=1}^{k}{{{\beta }_{ii}}x_{i}^{2}+}\sum{\sum{{{\beta }_{ij}}{{x}_{i}}{{x}_{j}}+\varepsilon }}$
式中:r为响应变量;β0、βi、βii、βij分别为常数项、线性项、平方项和交互作用项;x为因子变量。构建数学模型后继续进行方差分析(analysis of variance, ANOVA)来判断模型的准确性和各因子对相应变量的影响。可以在较少的实验次数中确定工艺的最优条件以及满足该条件的因子所需的范围,降低了成本并提高了效率。
本文涉及的RSM分析主要由三个步骤组成:首先进行单因素实验确定可能的最佳条件区间,其次建立描述响应变量与显著因子之间关系的模型,最后利用该模型进行过程优化,并且确认结果。即根据模型灵敏度分析确定氧气当量比(${{\lambda }_{{{\text{O}}_{2}}}}$)和蒸汽/RDF比(R)作为主要因子,采用中心复合设计(central composite design, CCD)以${{\eta }_{\text{CGE}}}$、${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$、${{V}_{\text{eff}}}$和${{Q}_{\text{LHV}}}$为响应变量,由方差分析结果从两个潜在因子中找到主要影响,并对气化直熔工艺进行多目标优化,获得最佳的操作参数。
3 模拟结果与讨论
3.1 工艺参数范围的确定
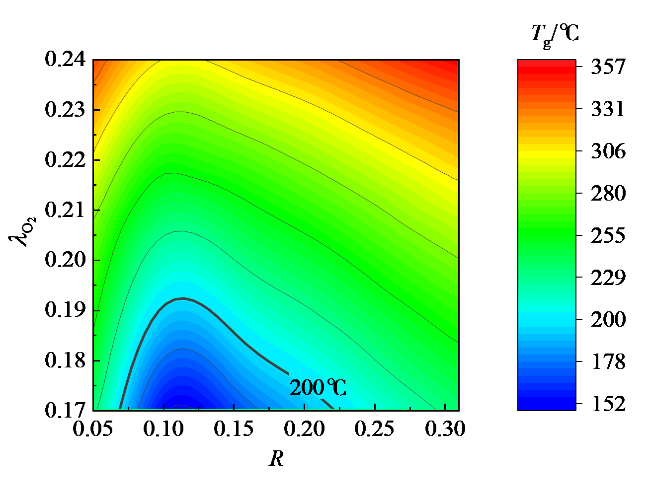
为确保整个气化直熔工艺的能量平衡以及模拟的合理性,以${{\lambda }_{{{\text{O}}_{2}}}}$和R为变化参数,对粗合成气出口温度(Tg)进行灵敏度分析。认为出口温度高于干燥阶段所设定的200 ℃时,系统达到热平衡,处于正常操作工况。由图4可知,当${{\lambda }_{{{\text{O}}_{2}}}}$< 0.195时,要维持正常的运行状态则对蒸汽的输入量有较大的限制,整个系统容易出现温度交叉,而${{\lambda }_{{{\text{O}}_{2}}}}$> 0.195时,R在0.050 ~ 0.300的范围内均可以保证气化直熔工艺热量的平衡。因此在后续的灵敏度分析中,均基于上述正常操作条件。
3.2 氧气当量比对气化直熔过程的影响
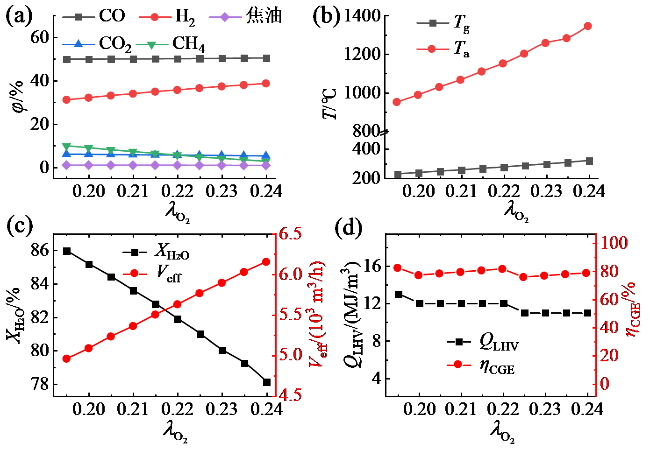
如图5所示,在固定的R(0.20)下,考察了不同${{\lambda }_{{{\text{O}}_{2}}}}$(0.195 ~ 0.240)对该工艺的产气特征及其相关指标的影响。其中图5(a)和图5(b)分别展示了粗合成气主要组成、平均气化温度和粗合成气出口温度与${{\lambda }_{{{\text{O}}_{2}}}}$的关系。随着${{\lambda }_{{{\text{O}}_{2}}}}$的增加,气体组成在整体上未发生较大的变化,仅H2和CH4的含量增减明显,H2含量增加了24%,CH4含量降低73%,而焦油含量从0.90%降至0.77%左右(均为摩尔百分数)。平均气化温度和粗合成气出口温度与${{\lambda }_{{{\text{O}}_{2}}}}$呈现正相关性,显然氧气的增加意味着有更多的RDF半焦参与氧化反应,释放更多的热量,引起反应器内温度的上升。而固定床中存在自平衡的机制,强吸热的还原区域会因气化温度的升高而使反应速度加快,即会有更多的氧化产物参与还原过程,这种热量以及产物上的对偶关系使得气体组成趋于稳定,并使气固两相逆流接触的上吸式固定床具有较高热效率。结合粗合成气的组成以及蒸汽分解率/有效气产量的结果[图5(c)],可以推测出高温促进甲烷重整反应和焦油热裂解是引起H2含量增加和CH4含量减少的主要原因。虽然温度的升高均有助于CO2的还原和蒸汽分解,但是对于含有较低固定碳的有机固废而言,与蒸汽发生水煤气反应的那部分半焦总是受限的。可见,对于具有高挥发分的固废,提升温度会对有效气(CO + H2)产量和质量的提升产生积极的作用[20],但同时会降低蒸汽分解率。图5(d)则显示了整个过程中气体低位热值(${{Q}_{\text{LHV}}}$)和${{\eta }_{\text{CGE}}}$随${{\lambda }_{{{\text{O}}_{2}}}}$的变化情况。${{Q}_{\text{LHV}}}$的大小由气体组成决定,虽然H2含量增加,但是具有更高热值的CH4的含量减少,是造成${{Q}_{\text{LHV}}}$降低的主要原因[8];同时,${{\eta }_{\text{CGE}}}$是${{Q}_{\text{LHV}}}$以及总产气量的函数,在${{\lambda }_{{{\text{O}}_{2}}}}$为0.195 ~ 0.240范围内,${{Q}_{\text{LHV}}}$逐渐下降,但总产气量增加,两者的变化导致了${{\eta }_{\text{CGE}}}$的波动。
3.3 蒸汽/RDF比对气化直熔过程的影响
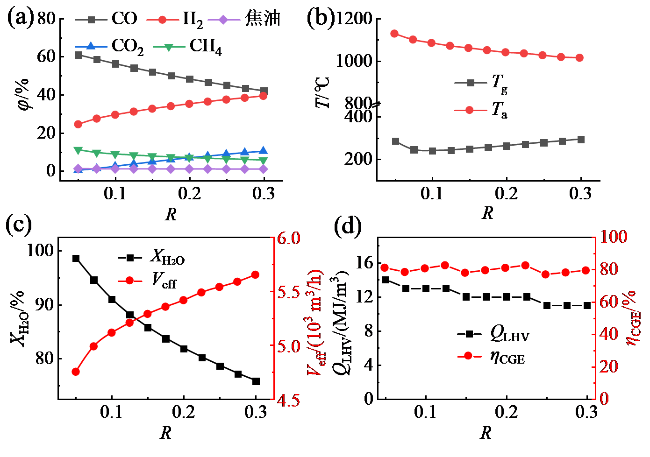
如图6(a)所示,输入气化炉的蒸汽量对气化直熔过程中的气体组成有显著影响。随着蒸汽绝对量的增加,CO和H2含量出现相反的变化趋势,并且CO2含量升高明显。由固体可燃物的燃烧机理[21]可知,O2从喷嘴处进入气化炉,首先接触炙热的焦层,即半焦颗粒。半焦和氧发生反应,先生成碳氧络合物中间体C3O4,然后络合物同时分解生成CO和CO2。这意味着无论O2浓度多高,始终会有CO的生成。远离燃烧层,CO/CO2比值逐渐增加。然而,R的增加一方面稀释了O2的浓度,与氧气形成竞争关系,促进水煤气反应生成更多氢气;另一方面,蒸汽的显热损失降低炉温,促进CO的氧化,减弱了Boudouard反应,致使CO/CO2比例降低。这导致了CO和H2含量相反的变化趋势以及CO2含量的上升。与增加O2不同的是,此时CH4浓度减少归因于更多的H2O参与了CH4的重整。由图6(b)可见气化区域的平均气化温度和粗合成气出口温度的变化规律。Ta的降低归因于过量蒸汽的显热损失,而Tg呈现先降低后升高的趋势,与蒸汽入炉时本身携带的热量有关。同样,R与${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$和${{V}_{\text{eff}}}$的变化关系如图6(c)所示,可以看到R的增加提高了其绝对分解量,这在一定范围内促使${{V}_{\text{eff}}}$上升,但是相对剩余的蒸汽显著降低${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$。如图6(d)所示,R增加会导致${{Q}_{\text{LHV}}}$的逐渐减小;而R增加带来的气体组成、总产气量以及过量蒸汽显热损失的复杂变化同样使得${{\eta }_{\text{CGE}}}$在一定范围内出现波动。
综上,固定床气化直熔工艺各指标同时受${{\lambda }_{{{\text{O}}_{2}}}}$和R影响,用传统分析方法难以获得最佳的工艺参数。
3.4 响应曲面分析
表4 响应曲面R2及回归方程Table 4 Regression coefficient and equation of response surface |
| 响应变量 | R2 | R2(调整) | R2(预测) | 回归方程 |
|---|---|---|---|---|
| ${{\eta }_{\text{CGE}}}$ | 99.69 | 99.48 | 97.83 | ${{\eta }_{\text{CGE}}}=60.1+224.0{{\lambda }_{{{\text{O}}_{\text{2}}}}}-30.2R-551.5\lambda _{{{\text{O}}_{2}}}^{2}-36.3{{R}^{2}}-81.4{{\lambda }_{{{\text{O}}_{\text{2}}}}}\cdot R$ |
| ${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$ | 99.50 | 99.14 | 96.43 | ${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}=-145.0+2427.0{{\lambda }_{{{\text{O}}_{\text{2}}}}}-139.0R-5855.0\lambda _{{{\text{O}}_{2}}}^{2}+181.0{{R}^{2}}-52.0{{\lambda }_{{{\text{O}}_{\text{2}}}}}\cdot R$ |
| ${{V}_{\text{eff}}}$ | 99.41 | 98.99 | 95.83 | ${{V}_{\text{eff}}}=-13379+132263{{\lambda }_{{{\text{O}}_{\text{2}}}}}+16860R-223822\lambda _{{{\text{O}}_{\text{2}}}}^{2}-15233{{R}^{2}}-42609{{\lambda }_{{{\text{O}}_{\text{2}}}}}\cdot R$ |
| ${{Q}_{\text{LHV}}}$ | 99.94 | 99.89 | 99.54 | ${{Q}_{\text{LHV}}}=41.7-177.9{{\lambda }_{{{\text{O}}_{\text{2}}}}}-40.4R+269.8\lambda _{{{\text{O}}_{2}}}^{2}+22.3{{R}^{2}}+104.3{{\lambda }_{{{\text{O}}_{\text{2}}}}}\cdot R$ |
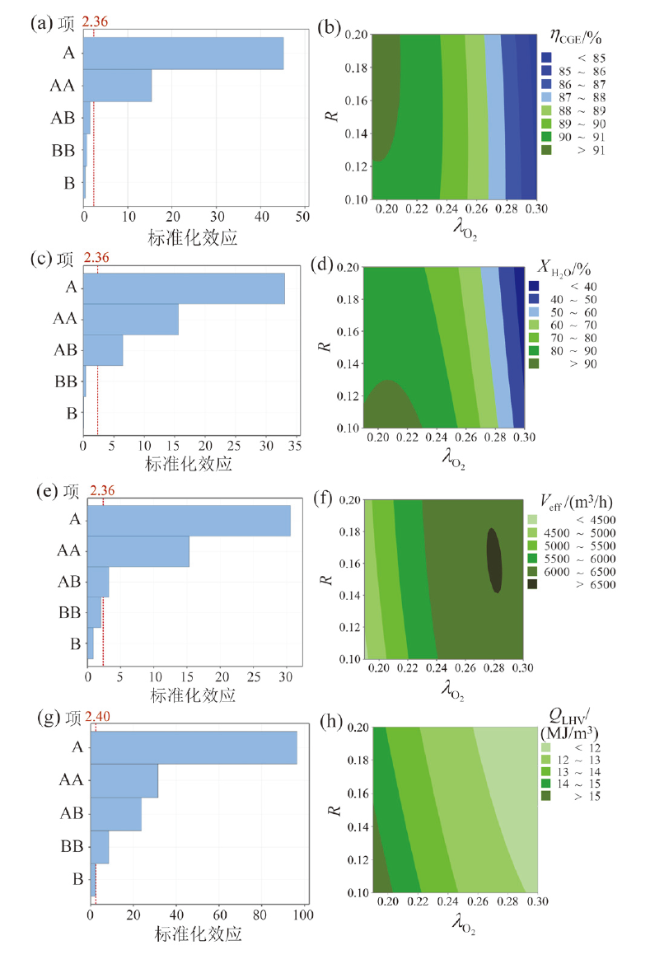
图7(a)是因子(A、B分别代表${{\lambda }_{{{\text{O}}_{2}}}}$和R)的线性项(${{\lambda }_{{{\text{O}}_{2}}}}$,R)、平方项($\lambda _{{{\text{O}}_{\text{2}}}}^{2}$,R2)以及交互作用项(${{\lambda }_{{{\text{O}}_{2}}}}$)对响应变量${{\eta }_{\text{CGE}}}$影响的帕累托图,超过红色虚线表示统计上具有显著性[23]。对于${{\eta }_{\text{CGE}}}$而言,仅有${{\lambda }_{{{\text{O}}_{2}}}}$的线性项和平方项超过了2.36,这表示O2是影响${{\eta }_{\text{CGE}}}$最关键的参数;对有机固废而言,想要获得良好的冷煤气效率需要对进氧量进行严格控制。图7(b)为响应曲面的等值线图,直观展示了${{\lambda }_{{{\text{O}}_{2}}}}$和R对${{\eta }_{\text{CGE}}}$的影响。由图可知${{\lambda }_{{{\text{O}}_{2}}}}$< 0.260时,系统的${{\eta }_{\text{CGE}}}$能够维持在较高的水平(≥ 89%)。图7(c、e)显示${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$和${{V}_{\text{eff}}}$的响应情况相似,${{\lambda }_{{{\text{O}}_{2}}}}$、$\lambda _{{{\text{O}}_{\text{2}}}}^{2}$和R是主要因素,而因子之间的交互作用不显著。不同的是,${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$的高值落在等值线[图7(d)]的左下角区域,而对${{V}_{\text{eff}}}$而言[图7(f)]正好相反,表明蒸汽、氧气的输入量与${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$大致呈现负相关。在${{\lambda }_{{{\text{O}}_{2}}}}$< 0.230且R < 0.130时,系统有最大的蒸汽分解率;虽然提高蒸汽、氧气的输入可以提升${{V}_{\text{eff}}}$,但是当${{\lambda }_{{{\text{O}}_{2}}}}$> 0.240时,${{V}_{\text{eff}}}$对蒸汽的变化更加不敏感。图7(g)则显示${{Q}_{\text{LHV}}}$同时受${{\lambda }_{{{\text{O}}_{2}}}}$、R以及两者交互作用的影响,图7(h)同样直观地显示了这种变化。结合前文灵敏度分析可知,${{\lambda }_{{{\text{O}}_{2}}}}$和R均会改变粗合成气的组成,具有高热值的组分(CH4和焦油)的重整和裂解是引起燃气低位热值下降的主要原因。
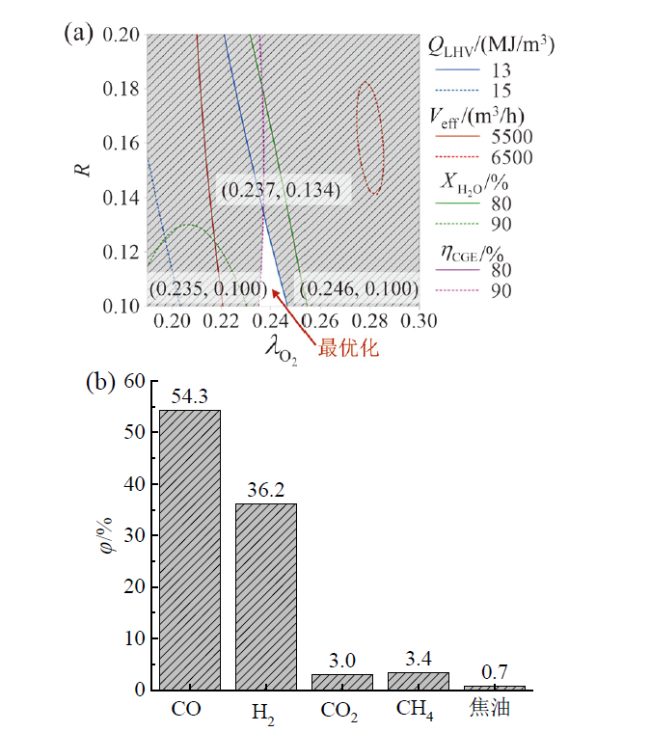
综上,对于气化直熔,工艺中的关键指标受${{\lambda }_{{{\text{O}}_{2}}}}$、R及其两者交互作用的影响程度存在差异。获得不同响应的最佳值时,相应的工艺参数各异。为满足多目标优化要求和考察工艺窗口,进行了如图8(a)所示的重叠等值线分析。选择优化的工艺目标区间为80% ~ 90%(${{\eta }_{\text{CGE}}}$)、5 500 ~ 6 500 m3/h(${{V}_{\text{eff}}}$)、80% ~ 90%(${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$)、13 ~ 15 MJ/m3(${{Q}_{\text{LHV}}}$),三角形所包围的区域为满足上述工艺指标的可行区域,该区域的边界点已在图中绘出。选择三角形区域内部一点${{\lambda }_{{{\text{O}}_{2}}}}$= 0.240、R = 0.120进行验证,粗合成气的干基组成(摩尔分数)如图8(b)所示,CO、H2、CO2、CH4含量分别54.3%、36.2%、3.0%、3.4%,焦油含量为0.7%(27.1 g/m3)。此时的碳转化率为90.59%,反应器出口温度为306 ℃,最高气化温度为1 627 ℃,平均气化温度为1 140 ℃。其关键指标${{\eta }_{\text{CGE}}}$、${{X}_{{{\text{H}}_{\text{2}}}\text{O}}}$、${{V}_{\text{eff}}}$、${{Q}_{\text{LHV}}}$分别为89.7%、83.8%、6 006 m3/h、13.1 MJ/m3,均达到了优化要求,再次验证了在选择的因子范围内,所回归的响应曲面具有较高精确度。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
采用实验和模拟相结合的方式构建了适合垃圾衍生燃料气化直熔的稳态模型,为有机固废的高效、低碳利用提供了必要的基础。通过对关键参数氧气当量比、蒸汽/RDF比的灵敏度分析以及响应曲面分析得到如下结论:
(1) 对于具有高挥发分的有机固废,氧气当量比必须大于0.195才能满足稳定的自热运行。
(2) 上吸式固定床存在自平衡机制,氧气当量比在0.195 ~ 0.240范围内变化时,粗合成气组成变化幅度较小;而蒸汽/RDF比对气体组成有较大影响,可调节粗合成气组成。
(3) 响应曲面及重叠等值线分析获得了多目标优化结果,建议垃圾衍生燃料气化直熔工艺中,氧气当量比应设置在0.235 ~ 0.246,蒸汽/RDF比应根据氧气当量比在0.100 ~ 0.134内调整。当两者分别为0.240和0.120时,冷煤气效率、水蒸气分解率、有效气产量以及粗合成气低位热值分别可达到89.7%、83.8%、6 006 m3/h、13.1 MJ/m3的预期优化效果。