

0 引言
循环流化床(circulating fluidized bed, CFB)具有污染控制成本较低、燃料适应范围广等特点,在生物质混燃、生物质直燃及垃圾焚烧发电等领域都具有广泛的应用,是当前低热值燃料利用领域最具有发展前景的技术之一[1]。近年来,国家重点支持建设了彬长电厂、威赫电厂等一些大容量、高参数的超/超超临界CFB机组,目前我国CFB机组超过4 000台,总容量超过10 000 MW[2]。据统计,CFB锅炉因受热面磨损引起的四管破裂问题比燃煤锅炉更为突出,占设备事故的60% ~ 70%,是制约CFB锅炉安全运行的首要因素[3]。由于CFB锅炉炉膛复杂的环-核流动特征,造成水冷壁的磨损远高于其他受热面,CFB锅炉水冷壁的磨损特性是当前热点研究课题之一[4]。
1 循环流化床锅炉水冷壁磨损机理
1.1 水冷壁磨损理论
FINNIE[7]提出微切削磨损理论,定量描述了冲击角度与冲蚀磨损之间的关系,该理论认为冲击角度和磨损量呈正态分布关系,但其仅适用于塑性材料且冲击角度较小的情况。
TILLY[10]总结出二次冲蚀理论,将塑性材料侵蚀分为两个阶段。首先颗粒冲击表面产生凹坑,然后颗粒破碎对表面造成二次撞击,且实验表明破碎后的颗粒动能大小、破碎程度和冲蚀能力呈现正相关关系。
LEVY[11]通过研究塑性靶材冲蚀发现只有畸变层性质影响材料磨损量,这解释了低硬度高塑性材料抵抗冲蚀和材料被冲蚀后表面加工硬化两个现象,弥补了微切削理论的不足。
1.2 水冷壁易磨损位置及产生原因
(1)密相区耐火层和水冷壁管过渡区域。沿炉膛壁面下降的颗粒流与向上运动的颗粒流形成对流,局部区域会受到各方向不均匀的冲击力,或者是下降的颗粒流在交接处产生流动方向的改变,可能会形成图1所示的涡流区,加速局部磨损。
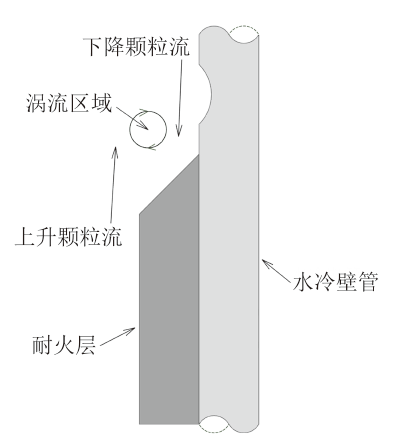
Fig. 1 The transition area between refractory layer and water wall tube图1 耐火层和水冷壁管过渡区域 |
(2)稀相区下部水冷壁角落区域。如图2所示,颗粒流在水冷壁角落产生回流现象,颗粒在不同区域滞留时间不同,颗粒浓度在近壁区较高且从角落到中间逐渐减少,形成磨损。
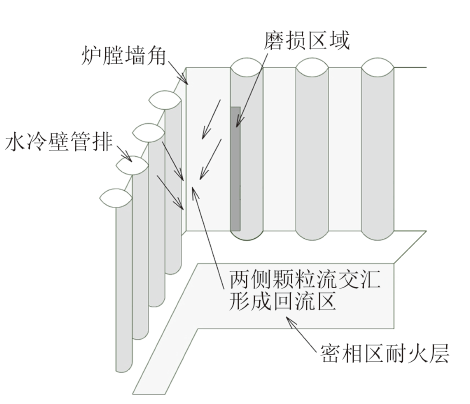
Fig. 2 The corner area of water wall图2 水冷壁角落区域 |
(3)水冷壁不规则区域。如图3所示,不规则区域会对局部流动特性产生扰动,贴壁下降的颗粒流遇到耐火层等凸台时流动方向发生改变,产生冲刷磨损。
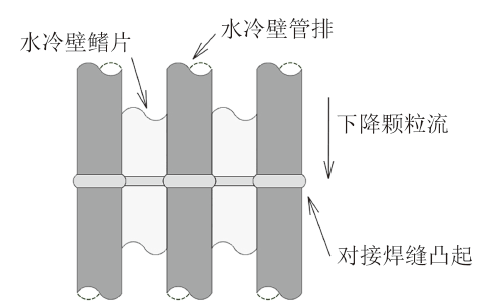
Fig. 3 The irregular area of water wall图3 水冷壁不规则区域 |
(4)稀相区水冷壁。颗粒流从炉膛中间上升到顶部再沿壁面下降到密相区的过程称为内循环,该过程中颗粒流经过稀相区时持续在壁面产生均匀磨损。
1.3 水冷壁磨损影响因素
影响水冷壁磨损的因素有很多,主要可以分为以下四类。
(2)颗粒的物理、化学特性。粒径较小时,磨损速率随着粒径增大而增大;且硬度越大,光滑度越低,磨损越快[18]。
1.4 水冷壁磨损控制措施
目前控制水冷壁磨损主要以改进检修工艺为主,以调整运行工况为辅,方法分为以下四类。
(1)局部热喷涂技术。对水冷壁表面进行喷砂除锈等预处理后,采用先进的电弧喷涂技术进行耐磨防护喷涂,涂层性能稳定且喷涂速度快,能有效减缓磨损速率。
(2)加装防磨梁或防磨隔板。防磨梁能适当降低颗粒流贴壁下降的速度以减少磨损。防磨隔板具有多层结构,能逐级降低颗粒流速度,且隔板表面会形成部分物料堆积,减少颗粒与壁面的接触。两种防磨结构都具有安装简单、成本低的特点,目前被广泛使用。
(3)焊接工艺处理。焊缝是水冷壁不规则区域的主要部分之一,减少焊缝的余高和错口量能有效减少局部区域磨损。
(4)调整运行工况。烟气流速是影响水冷壁磨损的主要原因之一,合理的一次、二次风量能减少炉膛内的扰动、控制贴壁流的运动速度,进而减缓磨损速率。
2 磨损模型
磨损模型经历了从简单到复杂,从理论研究到仿真与实验相结合的发展过程,可以分为如下五个阶段。
2.1 单颗粒撞击磨损模型和颗粒摩擦磨损模型
2.1.1 单颗粒撞击磨损模型
单颗粒撞击磨损模型主要以单个颗粒为研究对象,FINNIE[7]在1958年提出了单颗粒切削磨损模型,该模型认为颗粒运动经过的区域为磨损体积,磨损方式类似机械切削,被磨材料只产生塑性变形,颗粒不会破碎,也不存在二次磨损。
$\tan \alpha \le K/6$时,磨损体积计算公式为:
$Q=\frac{\left( \text{sin}2\alpha -6{{K}^{-1}}\text{si}{{\text{n}}^{-2}}\alpha \right)m{{v}^{2}}}{p\varphi K}$ (1)
$\tan \alpha \ge K/6$时,磨损体积计算公式为:
$Q=\frac{m{{v}^{2}}K\text{co}{{\text{s}}^{2}}\alpha }{6p\varphi K}$ (2)
式中:Q为颗粒撞击材料的磨损体积,m3;m为单个颗粒质量,kg;v为颗粒运动速度,m/s;p为颗粒撞击壁面的接触应力水平分量,$\operatorname{Pa}$;α为颗粒撞击壁面角度,${}^\circ $;K为作用在颗粒纵向和横向力的比值;$\varphi $为颗粒切削长度和深度的比值。
FINNIE模型较准确解释了塑性材料被棱角形颗粒小角度冲蚀时的磨损规律,但低估了大角度冲蚀时的材料磨损,具有局限性。LYCZKOWSKI等[26]对比了实验和数学模型得到的磨损速率,采用优化算法反向确定FINNIE模型中参数K和$\varphi $的最佳取值,模型准确性大幅度提高。
$Q=\frac{M{{\left( v\text{sin}\alpha -{{v}_{1}} \right)}^{2}}}{2{{\varepsilon }_{\text{d}}}}$ (3)
式中:M为单位时间撞击的颗粒总质量,$\text{kg}$;${{v}_{1}}$为颗粒撞击速度垂直分量的最小值,$\operatorname{m}/s$;${{\varepsilon }_{\text{d}}}$为单位体积材料被磨损需要的能量,$\operatorname{J}/{{m}^{3}}$。
BITTER模型优点是能直观体现磨损量和颗粒撞击角度的关系,且比FINNIE模型更全面地考虑了多种颗粒和被磨材料的特性,缺点是撞击角度接近或等于零时,预测结果与实际不符。
2.1.2 颗粒摩擦磨损模型
颗粒摩擦磨损模型着眼于单个或多个颗粒对材料表面作用力和被磨材料的特性。假设颗粒在材料表面摩擦深度与摩擦路径无关时,RABINOWICZ[27]提出一种摩擦磨损模型,磨损体积计算公式为:
$Q=\frac{{{k}_{1}}FL}{3H}$ (4)
式中:L为颗粒划过的距离,m;F为颗粒在材料表面法向作用力,N;H为材料硬度,N/m2;k1为修正系数,由颗粒外形决定。
假设颗粒在材料表面摩擦深度与摩擦路径有关时,BOYLE等[28]提出了单位面积多颗粒瞬时摩擦磨损模型,质量磨损速率计算公式为:
$E=\frac{{{k}_{2}}\rho \tau {{v}_{2}}}{H}$ (5)
式中:E为单位面积质量磨损速率,kg/(m2∙s);k2为由实验决定的系数;ρ为被磨材料的密度,kg/m3;τ为单位面积颗粒在材料表面法向应力,Pa;v2为相对滑移速度,m/s。
用数学方法对式(4)和式(5)中不同变量做变换可知两式等价。此外,ZHU[29]证明了数值计算结果可以作为ROGERS磨损模型的输入参数,因此颗粒摩擦磨损模型通常与数值计算相结合而非单独应用于磨损研究。
2.2 多颗粒磨损模型
第二阶段的多颗粒模型主要是考虑到了颗粒团内颗粒运动时方向、速率等的随机性,对磨损模型加以修正,一般不用于预测水冷壁磨损,通常用于研究流化床尾部受热面或埋管的磨损。SOO[30]将被磨材料分为脆性和塑性两类,当消耗的能量超过屈服应力效果后,材料因延性或脆性失效产生磨损。SOO对颗粒撞击角度、速率等做平均处理后得到的磨损速率计算公式为:
$W=\frac{0.3456\left( 1-a{{k}_{3}} \right)\rho {{v}^{3}}{{C}_{1}}f\left( 1+r \right){{\eta }_{1}}}{{{\varepsilon }_{\text{d}}}}$ (6)
式中:W为磨损速率,m/s;a、k3、C1、f为不同修正系数;r为颗粒反弹速度和撞击速度的比值;${{\eta }_{1}}$为颗粒撞击壁面的机械效率。
由于循环流化床存在静止区域和喷口这样的流动突变区,SOO的假设不一定成立,LYCZKOWSKI等[26]的研究证实了这一点。
2.3 磨损模型和颗粒离散相气固流场数值计算结合
由于只考虑宏观颗粒运动特性而不计入气体对颗粒运动影响会导致较大误差,诞生了将磨损模型和颗粒离散相气固流场数值计算结合的方法,主要用于颗粒体积分数较低时的磨损预测。TABAKOFF等[31]通过大量实验总结出碳钢受到煤灰颗粒冲蚀的磨损量经验公式:
${{E}_{\text{d}}}={{k}_{4}}f\left( \alpha \right)v_{3}^{2}{{\left( \text{cos}\alpha \right)}^{2}}\left( 1-{{R}_{\text{T}}} \right)+f\left( {{v}_{3}} \right)$ (7)
式中:${{E}_{\text{d}}}$为单位质量颗粒造成材料的磨损质量,无量纲;${{v}_{3}}$为颗粒运动速度相对值,无量纲; ${{R}_{\text{T}}}=1-0.0016{{v}_{3}}\sin \alpha $;$f\left( \alpha \right)$为攻角函数; $f\left( {{v}_{3}} \right)={{k}_{5}}{{\left( {{v}_{3}}\text{sin}\alpha \right)}^{4}}$;${{k}_{4}}$、${{k}_{5}}$为经验系数。同时,TABAKOFF等使用数值计算得到颗粒流动特性作为经验公式的输入参数预测磨损速率,与仅依靠实验所得的经验公式相比具有更高的精确度,目前该模型主要适用于铝合金、钛合金和钢制材料。
2.4 磨损模型与欧拉双流体模型或欧拉-拉格朗日模型相结合
2.4.1 基于欧拉双流体模型
在多相描述上基于欧拉双流体模型时可以分为颗粒动力学磨损模型和能量耗散磨损模型,适用于工程尺度,其计算量较小,是当前工程领域多相流冲蚀研究的主流方法。能量耗散模型认为壁面磨损是碰撞过程中颗粒内能耗散的结果,主要由贴近壁面的单层颗粒引起,BOUILLARD等[32]提出了单层能量耗散磨损模型,表达式为:
$W=\frac{{{\eta }_{\text{2}}}{{E}_{\text{v}}}{{d}_{\text{p}}}}{H}$ (8)
式中:${{\eta }_{\text{2}}}$为单层颗粒产生磨损部分能量占耗散总能量的比例;${{E}_{\text{v}}}$为单位体积动能耗散率,W/m3;${{d}_{\text{p}}}$为颗粒直径,m。
单层能量耗散模型不能反映被磨材料表面颗粒流动结构,并且用于磨损的能量比例系数过于依赖经验。颗粒动力学模型是将颗粒动力学理论和单颗粒撞击磨损模型结合,并将气固流动特性参数作为输入来预测磨损。
颗粒动力学模型可以预测颗粒浓度较大时的磨损,但适用范围有限,并且对磨损材料表面气固流动结构考虑不足。目前基于欧拉双流体模型的气固颗粒系统模拟一般选择在能量最小多尺度(energy- minimization multi-scale, EMMS)模型的基础上修正曳力模型来分析相间作用,这种方法能够体现颗粒聚团效应,如许霖杰等[35]基于EMMS-欧拉双流体方法提出的超临界CFB锅炉整体数值模拟模型具有良好的应用效果。
2.4.2 基于欧拉-拉格朗日模型
欧拉-拉格朗日模型适用于实验室尺度,计算量较欧拉双流体模型大,但是欧拉-拉格朗日模型并没有分子运动无序的假设,且能够捕捉到颗粒碰撞过程中引起的团聚效应,团聚效应是相间作用和颗粒碰撞能量耗散的共同结果,因此欧拉-拉格朗日模型能获得更真实的气固颗粒流动结构。一些学者将欧拉-拉格朗日模型与磨损模型相结合,这种研究方法是当前颗粒冲蚀研究的重要基础。
2.5 人工智能预测模型
近年来,人工智能技术的逐步成熟带来了研究新方向,很多学者基于人工智能技术对锅炉燃烧、受热面磨损等特性进行研究,建立了相关预测模型。李鹏辉、吴恒运、彭道刚等[41,42,43]基于神经网络和支持向量机的方法建立预测模型研究了锅炉燃烧、排放等特性,并发现支持向量机的建模方法精度更高、收敛更快。TAN等[44]建立了极限学习机(extreme learning machine, ELM)模型并用和声搜索(harmony search, HS)算法优化参数,实现了燃煤锅炉氮氧化物减排的目标。魏二萌[45]采用反向传播(back propagation, BP)神经网络方法建立了锅炉磨损预测模型,并用实验证明了预测模型误差小、泛化能力好。可见,人工智能方法已经广泛应用于锅炉燃烧、磨损等复杂多耦合系统,且随着人工智能技术的发展,基于先进算法的预测模型精度会不断提高。
2.6 常用磨损模型分析
考虑到精度、适用范围等因素,在现今数值模拟研究中,常用磨损模型有FINNIE模型、OKA模型、MCLAURY模型、TABAKOFF模型四种,在给定材料属性下,前三种模型单位面积质量磨损速率公式都可以被归纳为:
$E=\sum\limits_{i=1}^{n}{\frac{{{m}_{i}}a{{V}^{b}}f\left( \alpha \right)}{A}}$ (9)
式中:a、b为相关系数;${{m}_{i}}$为颗粒质量流量,kg/s; A为网格面积,${{m}^{2}}$;$f\left( \alpha \right)$为攻角函数。
TABAKOFF模型与式(9)的不同之处在于其在考虑式(9)中颗粒小角度切削磨损的同时考虑了颗粒法向速度对材料的磨损,且对材料两种磨损使用了不同的速度碰撞系数,将两种过程加以区分,因此精度更高。此外常数项的差异是不同模型计算结果差异的主要原因,不同模型得到的磨损分布规律基本一致,其中速率和攻角对结果的影响更显著。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
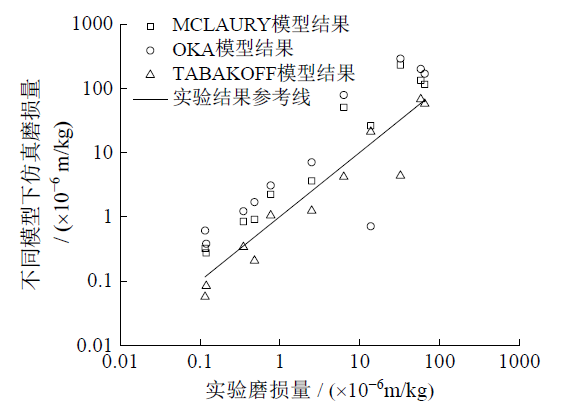
Fig. 4 Comparison between experimental results and simulation results of different models图4 实验结果与不同模型仿真结果对比图 |
在CFB锅炉水冷壁磨损研究中,物料种类、运行负荷、炉膛几何参数、模型简化等因素对磨损模型的适用性都有影响,应当针对研究对象采用实验或仿真手段进行模型修正以提高模型预测的准确度,如根据行业标准《煤的冲刷磨损指数试验方法》(DL/T 465-2007)[48]来修正不同煤种在模型中的相关系数。此外,对连续相、离散相的描述和相间作用的选择是研究气固颗粒系统的重点。对于描述连续相,一般采用欧拉架构或者拉格朗日架构,其区别在于拉格朗日架构的计算量较大、精度较高。在描述离散相上需要注意颗粒相微观行为和颗粒间作用两个方面,颗粒微观行为研究主要基于离散相群体平衡模型,但是目前该领域缺乏普适模型;颗粒间作用通常采用软球模型来体现颗粒碰撞应力,软球模型比硬球模型具有更高精度但对计算资源需求较大。对于气固流动,相间作用非常复杂,而曳力是相间作用的主要部分,目前EMMS方法修正的曳力模型可以体现颗粒团聚效应,是处理相间作用力的有效方法之一。
人工智能预测模型是近年来诞生的磨损预测新方法。基于数值模拟研究得到的大量数据,选择支持向量机、BP神经网络等算法训练预测模型,可以在一定程度上节省时间、丰富研究数据。然而这种方法需要庞大的数据集来保证预测模型的精确性,且输入层变量越多,模型越精确、训练耗时越多。
3 结论与建议
分析了CFB锅炉水冷壁冲蚀磨损的机理,并详述了冲蚀磨损理论、模型发展历程,对比了各模型在气固系统应用上的适用条件和优劣性。近年来对CFB锅炉水冷壁磨损研究的非实验方法主要是基于欧拉-欧拉方法或欧拉-拉格朗日方法的数值模拟研究,人工智能预测模型则是对相关研究的补充。
虽然基于CFD-DEM耦合方法的磨损研究框架已经较为成熟,但仍然存在以下一些薄弱之处可以作为提高CFB锅炉水冷壁磨损预测精度的侧重点。
(1)在热态环境构建上对燃烧模型、传热模型的处理不当,通常采用简单的热边界条件,在气固流场和燃烧过程上描述不足,磨损预测欠缺真实性。
(2)大型循环流化床的炉内复杂环境会造成颗粒流速率、攻角等存在较大差异,由于目前主流磨损模型简化公式中颗粒速率的量级不同、攻角函数不同,磨损模型必须通过实验或仿真结果对比、修正。
(3)通常对于曳力模型的修正仅从相间作用着手,颗粒碰撞与颗粒聚团效应的关系少有体现,且目前曳力模型一般都是单粒径系统,系统的多分散特性对曳力和微观尺度结构的影响缺乏考虑。
(4)目前的循环流化床锅炉水冷壁磨损研究多以燃煤、生物质混燃机组为研究对象,对生物质直燃及垃圾焚烧发电机组的研究存在一定空白,缺乏对燃料种类带来的磨损差异性研究。
(5)现有的基于人工智能算法的磨损预测模型结构较简单,输入层变量偏少。但卷积神经网络(convolutional neural networks, CNN)等人工智能算法研究框架已较为成熟,选择合适的人工智能算法,通过海量信息数据挖掘磨损特征的方法构建磨损预测模型是解决大型CFB锅炉水冷壁磨损预测问题精度的重点之一。